Karollyne Gomes Castro Monsores*, João Raphael Monteiro, Jonatas Racca, Stephane Cardozo, Luciana Portal
1) Centro Universitário Estadual da Zona Oeste – UEZO – 23070–200, Rio de Janeiro, RJ, Brasil. Correo electrónico: karollyne_sadalla@hotmail.com; joaogames04@hotmail.com; jonatasracca@gmail.com; stephane.f@hotmail.com, lucianaportal@uezo.rj.gov.br
Recibido: Febrero 2019; Aceptado:Abril 2019
Texto completo (pdf)
Cita (APA)
Castro Monsores*, K. G., Monteiro, J. R., Racca, J., Cardozo, S., Portal, L., (2019). Obtenção e caracterização de madeira plástica a partir de resíduos pós-consumo. Revista Iberoamericana de Polímeros, 20(3), 137-145.
RESUMO
A madeira plástica (MP) obtida a partir de resíduos poliolefínicos pós–consumo e de serragem do setor madeireiro, surgiu como alternativa da madeira convencional. A mesma nasce e desenvolve–se como produto da preocupação com a responsabilidade com o meio ambiente e com o crescimento da reciclagem de materiais. Mediante a esta responsabilidade sustentável, este trabalho teve por finalidade avaliar a viabilidade da utilização de pó de madeira para a manufatura de compósito a partir da utilização de polietileno de alta densidade (PEAD) virgem e pós–consumo como matriz polimérica, e como carga (ou reforço) o pó de madeira com propriedades similares às da madeira convencional. Através de avaliações comparativas de concentrações de carga variando de 0 a 50% em ambas as matrizes poliméricas, os resultados mostram que os compósitos de matriz pós–consumo possuem propriedades mecânicas melhores do que as de matriz virgem. Entretanto os compósitos de matriz virgem possuem valores de índice de fluidez mais elevados do que os compósitos de matriz pós–consumo.
ABSTRACT
The plastic wood (MP) obtained from post–consumer polyolefin wastes and sawdust from the wood sector, emerged as an alternative to conventional wood. It is born and develops as a product of the concern with responsibility for the environment and with the growth of material recycling. The objective of this work was to evaluate the feasibility of the use of wood dust for the manufacture of composite from the use of virgin and post–consumer high–density polyethylene (HDPE) as a polymer matrix, and as loading (or reinforcing) the wood powder with properties similar to those of conventional wood. Through comparative evaluations of charge concentrations varying from 0 to 50% in both polymer matrices, the results show that post–consumer matrix composites have better mechanical properties than virgin matrix. In the meantime, the virgin matrix composites have higher melt flow index values than the post–consumer matrix composites.
INTRODUÇÃO
O polietileno de alta densidade (PEAD) é uma poliolefina com estrutura molecular simples e alta cristalinidade. Ele possui grandes aplicações industriais atribuído a sua alta tenacidade e alongamento na ruptura, excelente processabilidade e reciclabilidade, baixa permeabilidade e reatividade química. Atendendo assim as indústria de embalagens, brinquedos, construção civil, artigos elétricos, entre outras [1]. O uso diversificado do PEAD em aplicações gerais, aliado as suas excelentes propriedades o destaca como matriz polimérica para aplicação em sistemas de reforço à base de material particulado, como a madeira plástica.
Na expectativa de substituir a madeira convencional, a madeira plástica surgiu como rota alternativa no desenvolvimento científico. Uma vez que, quando comparadas, suas propriedades são superiores em: durabilidade, imunidade ao ataque de insetos, resistência à umidade, não apresenta trincas sob ação do intemperismo, não exigi nenhum tipo de manutenção e principalmente colabora com a sustentabilidade ao prevenir o desmatamento. A pesquisa nacional ainda é recente, mas algumas empresas já fabricam o produto. Todavia, a produção de madeira plástica ainda é afetada por alguns fatores como o teor de umidade do reforço e a produtividade da linha de extrusão. Com isso, a umidade e a granulometria do pó de madeira empregado deve ser controlado para obter–se um melhor acabamento superficial [2].
Um dos grandes problemas que perturbam o mundo é o lixo. Definido de forma genérica como todo e qualquer rejeito sólido oriundo de atividades domésticas, industriais ou agrícolas; atualmente os polímeros são os materiais que mais aparecem no lixo urbano. Em 2019, a CEMPRE (Compromisso Empresarial para a Reciclagem) elaborou uma pesquisa, baseada nas cidades brasileiras com coleta seletiva, para avaliar os materiais presentes na composição do lixo. O estudo indicou que o plástico corresponde por 13,5% em peso do lixo seco coletado seletivamente, composto também por papel, vidro e metal. Os tipos de plásticos mais encontrados são polietileno (37%), PET (42%) e polipropileno (9%) [3], [4].
Para a produção da madeira plástica o passo inicial é a obtenção da matéria prima: o lixo plástico. Diversos polímeros podem ser reciclados, apesar disso os mais utilizados são o polietileno de baixa densidade e o polietileno de alta densidade. A segregação desses resíduos antes de serem designados aos aterros, torna o material mais limpo, o que reduz os custos de reciclá–lo. Portanto, ter uma estrutura de coleta seletiva é essencial [3].
Nesse contexto, o objetivo deste trabalho é avaliar a viabilidade da utilização de pó de madeira in natura como carga (ou reforço) na obtenção de compósitos com o polietileno de alta densidade (PEAD) virgem e pós–consumo como matriz polimérica
MATERIAIS E MÉTODOS
Materiais. Neste trabalho, os materiais empregados foram: polietileno de alta densidade (PEAD) de uso geral fornecido pela Quattor, um PEAD (pós–consumo) provenientes de embalagens plásticas e o pó de madeira in natura fabricado pelo grupo Marisol Madeiras.
Metodologia. Seleção do material. O PEAD pós–consumo foi obtido por meio de embalagens de amaciante, shampoo, produtos de limpeza e creme de cabelo. Esse material foi submetido a um processo de segregação onde foram removidas partes que não eram compostas pelo mesmo material, como os rótulos e as tampas. Em seguida foram lavados com água corrente e secos ao ar em temperatura ambiente por 24 horas. A moagem do material foi realizada manualmente com o auxílio de uma tesoura, obtendo–se por fim os flakes, conforme apresentado na figura 1.

Processamento dos compósitos. Foram preparadas misturas para processamento em extrusora dupla–rosca, Tecktrill co–rotatória, entre PEAD virgem e pós–consumo em concentrações de pó de madeira de 10, 20, 30, 40, e 50% em peso. O perfil de temperatura adotado foi 135, 135, 150, 160, 160, 160, 190, 190, e 190°C, nas zonas 1, 2, 3, 4, 5, 6, 7, 8, 9, e 10, respectivamente, sob velocidade de extrusão de 63 rpm. Após a extrusão, o material foi triturado em um picotador e separado em sacolas plásticas conforme a Figura 2.

Técnicas de caracterização. Para caracterização prévia dos materiais empregados, o PEAD virgem e pós–consumo foram prensados sob temperatura de 190 ºC durante 3 minutos com pressão de 3 Tm e em seguida foram resfriados em uma prensa fria sob as mesmas condições de tempo e pressão adotadas na prensa quente. A avaliação da densidade foi realizada segundo a norma ASTM D792[5] em um densímetro Digital GEHAKA DSL 910. As amostras dos materiais antes do processamento foram retiradas a partir do centro do material prensado (área de maior homogeneidade) com dimensões de 1x1cm e as amostras dos compósitos foram utilizadas na forma de flakes. Este procedimento foi adotado tanto para os filmes e compósitos de PEAD virgens quanto para os pós–consumo. A determinação da dureza shore D foi realizada de acordo com a norma ASTM D2240[6] em um durômetro MEDTEC. Aplicando–se a força em cinco pontos diferentes, tanto para os filmes e compósitos do PEAD Virgem quanto nos do pós–consumo. O índice de fluidez foi estabelecido, com base na norma ASTM D 1238[7], na temperatura de 190ºC e aplicando uma carga de 2,16 kg, em um medidor de fluido MELT SLOW (CEAST) para todos os materiais obtidos. Empregou–se a técnica de microscopia eletrônica de varredura (MEV) a fim de analisar a interação matriz/reforço e a morfologia das amostras na região da fratura. As mesmas foram resfriadas a –85ºC por algumas horas, fraturadas e metalizadas com ouro.
RESULTADOS E DISCUSSÕES
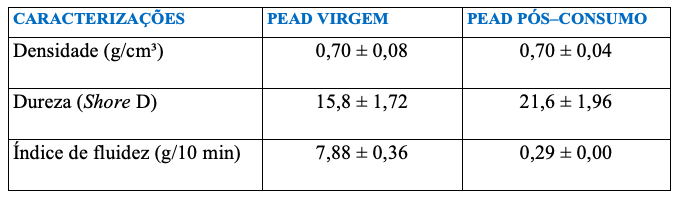
Caracterização prévia dos materiais empregados. A tabela 1 apresenta os resultados obtidos nos materiais previamente processados, por meio dos ensaios de densidade, dureza shore D e índice de fluidez. Verificou–se que não houve alteração na densidade do PEAD virgem em relação ao PEAD pós-consumo, por se tratar de uma propriedade intrínseca do material. Diferentemente, a resistência mecânica avaliada pelo ensaio de dureza e o índice de fluidez mostraram um aumento de 37% e uma redução de 96%, respectivamente, para o PEAD pós-consumo quando comparado ao PEAD virgem.
A tabela 2 apresenta os resultados físico–químicos após o processamento em extrusora dupla–rosca.
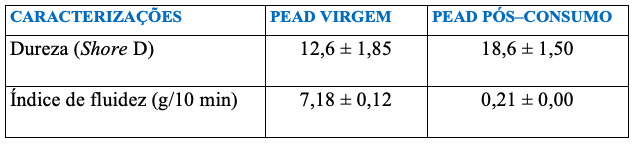
Observa–se para ambos os materiais um decréscimo dos valores de dureza quando comparados ao pré–processamento, sendo de 20 e 14%, respectivamente, para o PEAD virgem e para o PEAD pós–consumo. Ao processá–los na extrusora, o efeito do cisalhamento provoca quebra das cadeias moleculares, o que gera uma diminuição das propriedades do material e por consequência uma diminuição do valor de dureza do material. Entretanto, o PEAD pós–consumo ainda assim manteve suas propriedades superiores em 48% após o processamento. Este fato sugere que o desempenho mecânico do material pós–consumo, mesmo após o processamento, ainda é superior ao material virgem possivelmente devido à presença de aditivos adicionados na etapa de produção industrial, antes do consumo.
As diferenças encontradas entre os valores médios de dureza das amostras de PEAD virgem e pós-consumo foram confirmadas pela diferença estatística significativa em um nível de confiança de 95%, onde o PEAD pós–consumo teve um desempenho melhor que o virgem (F(5,31) = 25,35, p = 0,001).
O índice de fluidez também demonstra o mesmo comportamento observado no ensaio anterior. Indicando uma redução para o PEAD virgem e PEAD pós–consumo de 9 e 28%, respectivamente, quando comparados ao pré–processamento. De igual forma, o PEAD pós–consumo apresentou uma redução na fluidez, comparado ao material virgem, de 97%. O PEAD virgem teve um desempenho melhor que o pós–consumo (F (5,31) =13,8·103, p = 3,05·10–14). Alguns autores sugerem que esta diminuição do MFI está relacionada a dois processos que podem ocorrer individualmente ou concomitantemente quando submetemos o material a múltiplos processamentos; sendo eles a cisão, ramificação e/ou reticulação das cadeias [8,11]. Essas mudanças podem estar relacionadas aos estabilizantes que foram empregados no processo de produção industrial [10,12].
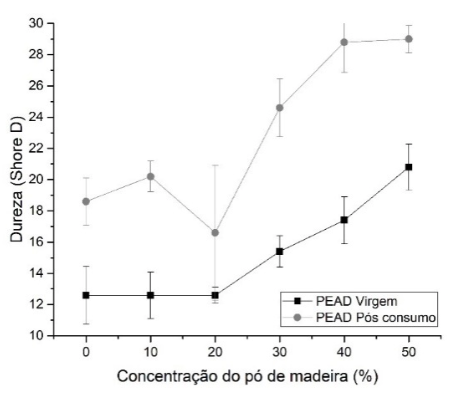
Caracterização dos compósitos. Os resultados obtidos dos ensaios de dureza shore D dos compósitos de PEAD virgem e pós-consumo, estão apresentados na Figura 3. Percebe–se uma tendência de aumento da dureza do material à medida que a concentração de pó aumenta. Tal fato demonstra que o pó de madeira está funcionando como uma carga, atribuindo melhora nesta propriedade.
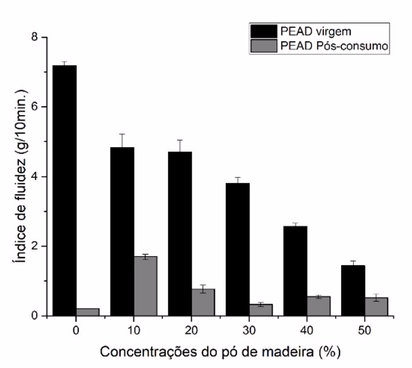
A Figura 4 demostra o comportamento do índice de fluidez dos compósitos obtidos. Através destes resultados pode ser vislumbrada também a diferença entre a fluidez dos compósitos com matriz polimérica virgem e pós–consumo, onde os de matriz virgem apresentaram maiores índices de fluidez, devendo–se ao fato desta matriz não ter nenhum outro composto em sua estrutura que venha interferir na fluidez do material, diferente do da matriz pós–consumo, pois apresentaram resultados de fluidez muito inferiores aos da matriz virgem e ao invés de apresentar redução na fluidez com relação ao PEAD pós–consumo puro, observou–se um aumento na fluidez do material, inicialmente, que foi decaindo conforme houve o aumento da concentração do pó de madeira, contudo em nenhum compósito de pó de madeira em matriz pós–consumo foi observado fluidez inferior à do PEAD pós–consumo puro. Sugere–se que tal anomalia se dê pelo fato deste material possuir os mais diversos aditivos para as mais diversas propriedades, tais quais, proteção microbiológica, proteção UV, pigmentos, dentre outros. Tais incrementos ocasionam uma redução na fluidez do PEAD com relação ao pós–consumo, contudo esses podem ter agido como agentes compatibilizantes com o pó de madeira atribuindo inicialmente uma maior fluidez ao material e foi reduzindo devido à saturação da estrutura.
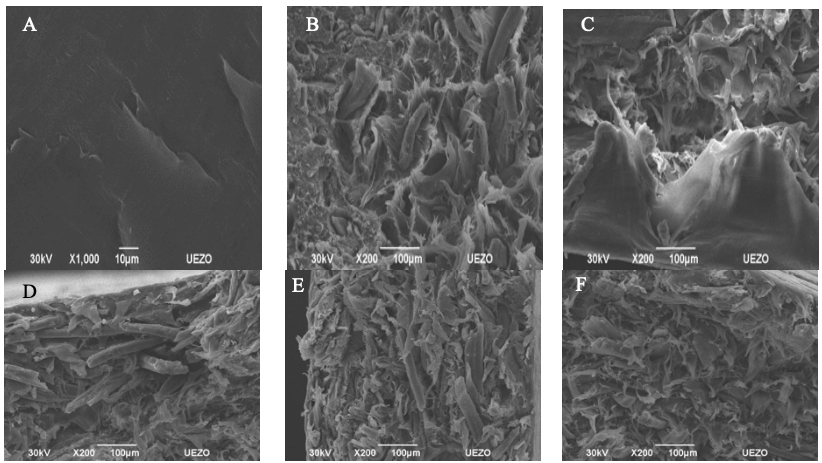
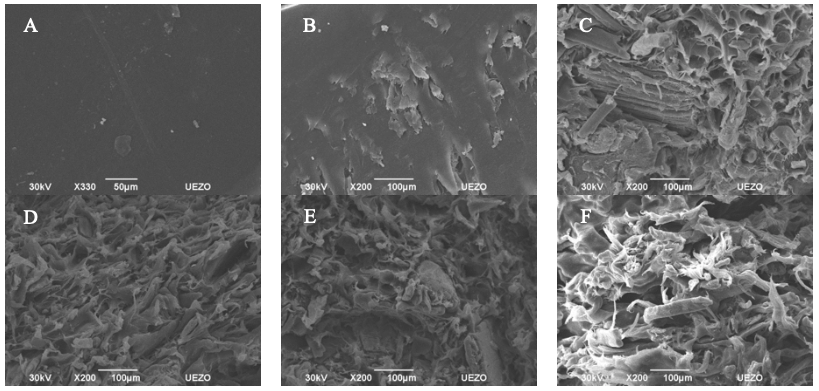
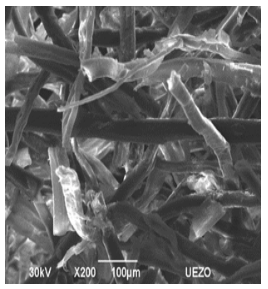
As micrografias obtidas estão apresentadas nas figuras 4 e 5. Nota–se uma boa interação entre a fase contínua e a dispersa a partir do acréscimo de 20% de carga de reforço, as imagens sugerem uma interação cada vez mais uniforme a cada aumento de concentração até chegar a 50% de carga. Foi observado também que a morfologia do PEAD virgem é tão uniforme quanto à do PEAD pós–consumo, onde foram empregados aditivos desconhecidos durante o seu processamento. Quanto às amostras com 10% do pó de madeira, identifica–se uma interação um pouco maior para o PEAD pós–consumo, sugerindo que a presença de algum aditivo possa ter melhorado essa propriedade. Apesar do pó de madeira não ter recebido tratamento prévio, os resultados quanto à interação das fases foram bastante satisfatórios.
CONCLUSÃO
Portanto, pode se concluir que o objetivo de se obter e caracterizar os compósitos foram alcançados com êxito. Os resultados obtidos mostram que os materiais compósitos obtidos a partir de matrizes pós–consumo apresentaram melhores valores de dureza quando comparados aos de matriz virgem. Toda via, o índice de fluidez dos compósitos com matriz virgem reportou valores maiores do que os compósitos de matriz pós–consumo, esta propriedade garante certa facilidade no processamento do mesmo. Quanto à analise microscópica da morfologia, é possível perceber que houve uma boa interação entre a matriz e a carga.
Agradecimentos. Os autores agradecem ao Centro Universitário da Zona Oeste e às agências financeiras nacionais por patrocinar esta pesquisa.
REFERÊNCIAS
[1] Coutinho FMB, Mello IL,. de Santa Maria LC “Polietileno: principais tipos, propriedades e aplicações”, Polímeros, 13(1), 1 (200)
[2] W. M. Cavalcanti and M. A. Fernandes, “Técnicas de uso dos resíduos sólidos de Café como agregado para briquetes / péletes e compósitos de madeira,” 2015.
[3] Cempre “Ciclosoft – 2016 | CEMPRE,” 2016. [Online]. Available: http://cempre.org.br/ciclosoft/id/8. [Accessed: 02–Feb–2018]
[4] CEMPRE, “CEMPRE REVIEW 2019.” São Paulo, pp. 1 (2019)
[5] A. D–792, “Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement”, Am. Soc. Test. Mater., 6 (2008)
[6] A. D–2240, “Standard Test Method for Rubber Property — International Hardness 1,” Annu. B. ASTM Stand., vol. 06, no. Reapproved, pp. 1–7, 2012
[7] A. D1238, “Standard Test Method for Melt Flow Rates of Thermoplastics by Extrusion Plastometer,” ASTM Int., 1, 2010
[8] Kealy T “Rheological analysis of the degradation of HDPE during consecutive processing steps and for different processing conditions”, J. Appl. Polym. Sci., 112(2), 639 (2009)
[9] Loultcheva MK, Proietto M, Jilov N, Mantia FPL, “Recycling of high density polyethylene containers”, Polym. Degrad. Stab., 57(1), 77 (1997)
[10] Kartalis CN, Papaspyrides CD, Pfaendner R, Hoffmann K, Herbst H, “Mechanical recycling of postused high–density polyethylene crates using the restabilization technique. I. Influence of reprocessing”, J. Appl. Polym. Sci., 73(9), 1775 (1999)
[11] Apone S, Bongiovanni R, Braglia M, Scalia D, Priola A “Effects of thermomechanical treatments on HDPE used for TLC ducts”, Polym. Test., 22(3), 275 (2003)
[12] Abad MJ et al. “Effects of a mixture of stabilizers on the structure and mechanical properties of polyethylene during reprocessing”, J. Appl. Polym. Sci., 92(6), 3910 (2004)
