Caio M. Chinelato, Marcos A. Luciano*
Universidade de Caxias do Sul – Curso de Engenharia Mecânica – Caxias do Sul – Brazil. Correo electrónico: marcos.luciano@ucs.br
Enviado: Octubre 2019; Aceptado: Abril 2020
Texto completo (pdf)
Cita (APA)
Chinelato, C. M., Luciano, M. A., (2020). Análise do comportamento mecânico de uma união PMMA E ABS pelo processo de solda por vibração linear. Revista Iberoamericana de Polímeros, 21(4), 165-175.
RESUMO
Este trabalho apresenta uma avalição da resistência mecânica de uma união de soldada por vibração linear entre dois materiais poliméricos: Polimetil–metacrílico (PMMA) e a Acrilonitrila–Butadieno–Estireno (ABS). Foi utilizado o modelo de planejamento 2ᵏ para comparar três fatores relacionados ao processo produtivo: pré–aquecimento, penetração e alívio de tensões. Os resultados apresentados indicam com 95% de assertividade que os fatores de penetração e alívio de tensões aumentam a resistência à tração da união soldada.
ABSTRACT
This paper present sane valuation of the mechanical strength of a linear vibration weld joint between two polymer materials: Poly(methyl methacrylic) (PMMA) and Acrylonitrile–Butadiene–Styrene (ABS). The planning model 2 was used to compare three factors related to the production process: preheating, penetration and stress relief. The results show that the penetration and stress relief factors increase the tensile strength of the welded joint with 95% assertiveness.
INTRODUÇÃO
Os polímeros tem ganho espaço significativo na indústria automotiva substituindo diversos materiais,tanto que cerca de 50% dos componentes de um veículo comercial são produzidos em polímeros [1]. A utilização de polímeros na fabricação de lanternas tem como destaque os termoplásticos polimetil–metacrílico (PMMA) e acrilonitrila–butadieno estireno (ABS). O PMMA é considerado um termoplástico rígido similar ao vidro devido à transparência. O ABS é também considerado um termoplástico rígido e leve, porém formando um copolímero composto com maior absorção de impacto.
Na indústria automotiva, devido a complexidade cada vez maior dos componentes, é comum que diferentes matérias poliméricos necessitem ser unidos. Um processo de união adotado para diferentes materiais poliméricos é o processo de soldagem por vibração linear que substituiu a aplicação de adesivo selante para a união das partes produzidas por diferentes tipos de polímero. A geração de calor entre os materiais por meio da fricção molecular superficial, juntamente com os demais parâmetros de processo, forma uma união soldada.
Este trabalho analisa o comportamento mecânico de uma união termoplástica entre PMMA e ABS, submetidos ao processo de solda por vibração linear, utilizando a metodologia de planejamento de experimentos como sistemática de organização e avaliação dos resultados dos testes de laboratório. Inicialmente são apresentados conceitos sobre materiais poliméricos e solda por vibração a laser. Na sequência é apresentado o planejamento dos experimentos e sua aplicação. Por fim são apresentados e discutidos os resultados obtidos.
POLÍMEROS E SEUS PROCESSOS DE UNIÃO
A indústria automotiva, seja ela direta ou indireta (fornecedores de autopeças), é o maior consumidor de polímeros de engenharia [2, 3]. O PMMA é um polímero que pode ser utilizado nos processos de solda em geral [4]. Contudo, sua resistência à tração, após a soldagem, pode ser reduzida em até 50% do valor definido. Para o processo de solda por vibração linear o PMMA tem como referência os seguintes parâmetros: amplitude de 0,76 a 1,78 mm e pressão de 1,4 a 3,4 MPa [5, 6].
O ABS é um copolímero rígido e leve, cujas proporções de composição dependem da necessidade de aplicação e da forma de processamento. Utilizado em vários segmentos da indústria, o ABS se destaca na linha automotiva pela flexibilidade e resistência na absorção de impacto [5, 6].
Em diferentes aplicações é comum que os materiais poliméricos necessitem ser unidos. Um processo comum é o de soldagem por vibração linear que consiste na oscilação entre dois componentes, onde uma das partes é fixada e a outra oscila linearmente em apenas uma direção [7]. As superfícies em contato fundem devido ao calor gerado pelo atrito, tendo como consequência uma camada de material fundido. O controle das variáveis do processo garante a qualidade da união soldada [8].
Materiais com baixo índice de fluidez requerem maior amplitude de oscilação e tempo até atingirem a temperatura de soldagem. Além dos parâmetros programáveis de processos, há fatores construtivos dos equipamentos que influenciam no comportamento do processo e na qualidade da junta soldada. Há equipamentos que trabalham entre 100 e 240 Hz de frequência que possibilitam uma amplitude entre 0,7 e 4,0 mm [9]. A capacidade do equipamento em trabalhar em altas frequências e amplitudes favorece a geração de calor durante o contato entre os materiais possibilitando a união de materiais cristalinos, semi–cristalinos e amorfos [10, 11].
ESTUDO DE CASO
Este trabalho analisou o comportamento mecânico de uma união soldada por fricção contida em lanternas traseiras automotivas aplicada em veículos de transporte coletivo e implementos rodoviários. O produto avaliado é chamado de lanterna traseira 96 devido ao seu diâmetro externo ser caracterizado pela dimensão de 96,00 mm. Quatro componentes que compõe a lanterna traseira são produzidos por injeção, quais sejam: carcaça (ABS), placa eletrônica (material composto), refletor (ABS com tratamento superficial) e lente (PMMA).
A escolha do produto considerou uma geometria sem superfícies complexas, simétricas e com um perfil de solda plano e perpendicular ao longo do produto. A escolha teve o intuito de eliminar variáveis geométricas que possam influenciar nos resultados. A área de solda entre os componentes é de 291,20 mm² com um perímetro médio de 294,48 mm.
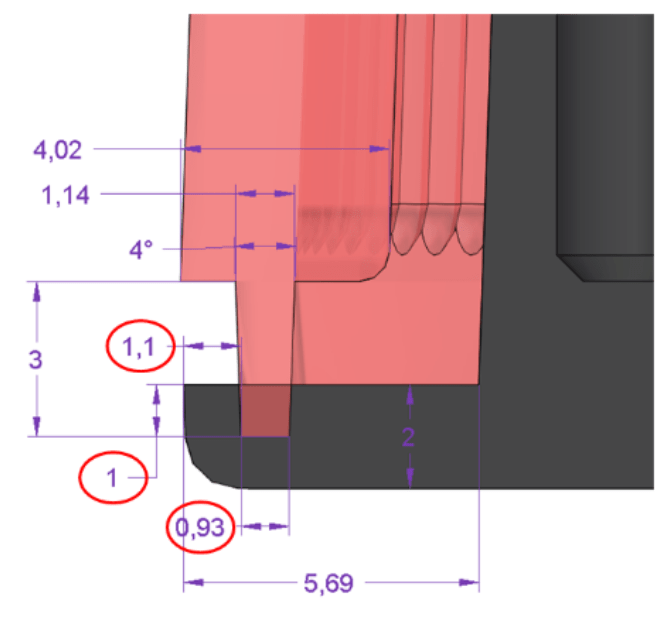
A Figura 1 ilustra as medidas, folgas e quantidade de material a ser fundido segundo projeto de produto. A cota de 1,1 mm indica a folga de vibração máxima possível para que a lente possa oscilar durante o processo de fusão dos materiais, indicando também uma limitação do processo onde o parâmetro de amplitude de vibração não pode exceder ao valor já pré–definido por projeto. A cota de 1,0 mm é o valor de material a ser fundido, esse valor pode variar, pois as folgas possibilitam unir mais material que o pré–determinado. Já a cota de 0,93 mm indica a base inicial do friso de solda, é este o valor que determina a área total inicial (291,20 mm²) da junta soldada.
O projeto dos componentes necessita passar por análises de material, tamanho do produto, detalhes geométricos da região da junta, taxa de produção, condições de trabalho, requisitos de aplicação, limitações de custos e exigências estéticas, para então ser definido a melhor alternativa [12]. Associado a isso a análise do comportamento mecânico da união soldada busca responder 3 questões principais, quais sejam: qual é a resistência de uma junta soldada por fricção entre PMMA e ABS; quanto as tensões superficiais geradas no decorrer do processo influenciam na resistência e se as variações de parâmetros de processo são importantes para a resistência mecânica do produto.
Além do comportamento mecânico, é importante analisar as características visuais do cordão se solda. Em algumas situações, os materiais não se fundem ocasionando rebarbas internas e externas ao longo da união soldada.
PLANEJAMENTO E EXECUSÃO DOS EXPERIMENTOS
As etapas para a execução do Design of Experiments (DOE) são: caracterização do problema, escolha dos fatores de influência e níveis, seleção das variáveis de resposta, determinação de um modelo de planejamento de experimento, condução do experimento e análise dos dados [13].
A caracterização do problema consiste em compreender as principais variáveis que influenciam na resistência mecânica da união soldada pelo processo por vibração linear nas condições atuais do estudo de caso.
Assim como todos os experimentos que envolvem inúmeras variáveis de controle, a análise da resistência de solda está ligada a duas principais famílias de fatores: parâmetros de máquina e variáveis de temperatura. Os fatores de projeto do produto nesse estudo já estão pré–definidos e não podem sofrer alterações, portanto não são considerados variáreis que oscilam ao longo dos procedimentos. Outros fatores que podem influenciar no estudo, como as variáveis de processamento dos componentes, no caso a injeção, foram desconsiderados.
Os parâmetros de máquina foram determinados como fatores que limitam a produção das amostras, pois dependem da: geometria do produto, folgas de montagem, características dos materiais de cada componente e capacidade do equipamento. Esses parâmetros podem ser controlados durante o processo de soldagem e são divididos em grupos nomeados por: amplitude, pressão, penetração e velocidade. Já as temperaturas estão ligadas principalmente ao controle dos componentes, na maioria dos casos as temperaturas oscilam de acordo com a temperatura ambiente onde os componentes estão acondicionados e estocados.
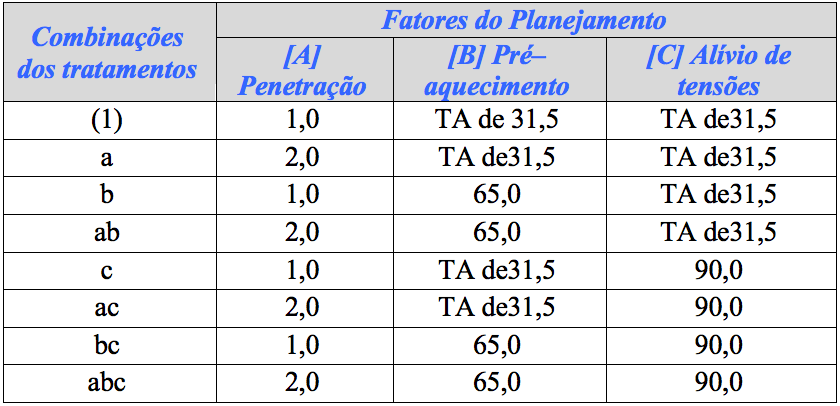
Foram elencados três principais fatores que podem influenciar o resultado do processo de soldagem e seus respectivos níveis conforme mostrado na Tabela 1. Para cada fator, foram escolhidos dois níveis para análise. O nível I é caracterizado como extremo inferior de cada fator listado. Nível inferior indica baixo valor de penetração entre os materiais, baixa temperatura de pré–aquecimento e alívio de tensões. O nível II é caracterizado como extremo superior de cada fator listado, indicando alto valor de penetração entre os materiais, alta temperatura de pré–aquecimento e alívio de tensões.
Dentre os parâmetros de máquina, o fator penetração (A) foi escolhido pois pode aumentar a quantidade de material fundido entre os polímeros e por sua vez melhorar a uniformidade da junta soldada [14, 15]. Essa característica pode proporcionar um aumento também na resistência de solda. Os níveis I e II, respectivamente 1,0 mm e 2,0 mm, caracterizam os extremos possíveis para garantir uma união estanque (nível I) e o máximo possível para fusão dos materiais segundo projeto do produto (nível II).

Para a temperatura, foram elencados dois fatores (B e C) que oscilam no decorrer do processo produtivo, pois não são controlados durante a manufatura dos produtos. Usualmente, ao longo de todo o ano, a temperatura ambiente sofre variações de até 20,0ºC de pendendo das estações, portanto controlar essas temperaturas auxilia o estabelecimento de um padrão de processo. O fator pré–aquecimento (B) é um tratamento térmico realizado antes do processo de solda que visa facilitar a fusão entre os polímeros PMMA e ABS, visto que a fricção entre os dois materiais durante o processo de solda tem como objetivo atingir a Tg (temperatura de transição vítrea) até se unirem. A escolha dos níveis I (temperatura ambiente – TA) e nível II (65,0ºC) geraram um comparativo do processo atual (onde não há pré–aquecimento, apenas a temperatura ambiente) com uma situação onde a temperatura superficial de 65,0ºC fica próxima das suas Tg’s.
O fator de alívio de tensões (C), outro da família de variáveis de temperatura, é um processo de tratamento térmico realizado após o processamento dos componentes, nesse caso realizado após a solda entre os polímeros. Esse tratamento térmico, chamado também de recozimento (annealing), é realizado em temperaturas abaixo da Tg com objetivo de reduzir as falhas geradas durante a produção e melhorar o arranjo das cadeias poliméricas minimizando as tensões geradas pela solidificação rápida entre os polímeros [16]. Os níveis escolhidos para esse fator dividem–se em temperatura ambiente – TA (nível I) e 90,0ºC (nível II). Para a tratativa do nível II, foram considerados alguns fatores de aquecimento e resfriamento dos materiais, sendo respeitada uma taxa de aquecimento de 18,0ºC/hora e de para o resfriamento uma taxa de 12,0ºC/hora.
Devido ao número de fatores (três) e os seus respectivos níveis (dois), foi utilizado o planejamento fatorial 2ᵏ para desenvolvimento do estudo. A utilização do planejamento fatorial 2ᵏ teve como objetivo analisar os principais níveis de cada fator, visto que se quanto maior o número de níveis, melhor e mais complexa fica a análise.
O planejamento apresenta oito combinações de tratamentos, porém foram executadas duas interações para a mesma corrida. Desta forma considera–se o valor de duas réplicas (n = 2,0) no experimento. A duplicação das amostras resulta em uma média entre a mesma combinação, a utilização de dois valores para a mesma combinação minimiza a incerteza de se utilizar apenas um único valor para análise. A Tabela 2 apresenta as oito corridas com os respectivos valores de cada fator.
As análises da resistência mecânica de cada fator individual ou em suas interações foram estimadas segundo cálculo fatorial 2ᵏ. Esse método analisa a média das quatro combinações onde o fator está presente em nível superior (nível II), subtraindo pela média das quatro combinações onde o fator está no seu nível inferior (nível I). A variável de resposta tem como objetivo determinar a resistência mecânica da união soldada. A escolha do teste de resistência à tração analisa a capacidade de toda junta soldada. Além disso, há outra variável que analisa a qualidade visual da junta soldada. Se entende como boa qualidade visual aquela que apresenta uniformidade na fusão dos materiais.
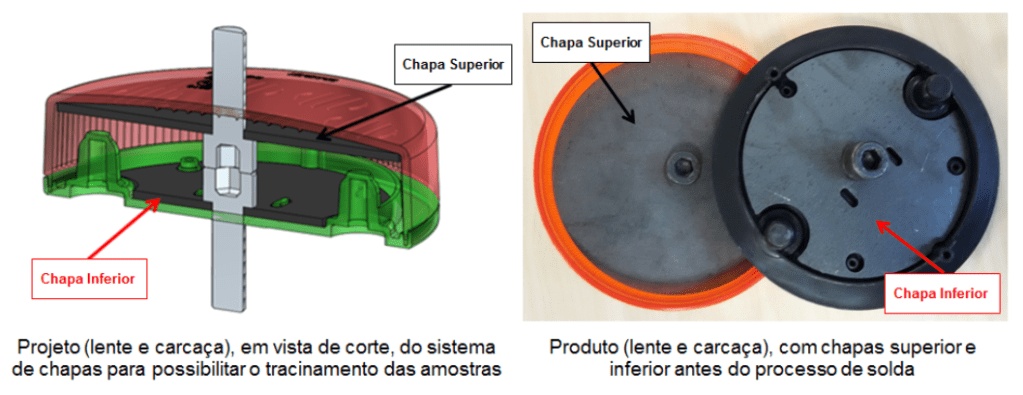
As amostras foram preparadas segundo o planejamento de experimentos 2ᵏ, obedecendo as quantidades de 8 (oito) combinações de tratamentos e 2 (duas) réplicas para cada tipo de amostra, totalizando 16 (dezesseis) amostras. A utilização da segunda réplica visa gerar uma média para cada tipo de combinação. Para cada uma das 16 amostras do estudo, foi projetado um sistema de chapas com intuito de possibilitar o tracionamento do produto, conforme ilustra a Figura 2 onde apresenta o projeto em vista de corte e produto antes do processo de solda.
Para atender os 2 (dois) fatores de planejamento que envolvem a variação de temperatura (pré–aquecimento [B] e alívio de tensões [C]) e seus respectivos níveis, foi utilizado um forno de resistência elétrica com circulação de ar constante. O aquecimento ocorre pela troca de calor por convecção do ar quente sobre as amostras. Contudo, esse sistema foi utilizado apenas para atender as amostras submetidas ao nível II (superior) dos fatores B e C.
A temperatura ambiente durante o decorrer do experimento foi de aproximadamente 31,5ºC. Já o fator de temperatura de pré–aquecimento (B), as amostras foram acondicionadas no forno por aproximadamente 10 minutos.
Para a combinação de tratamento de alívio de tensões (C), as amostras “c”, “ac”, “bc” e “abc” foram submetidas a temperatura de 90,0ºC, após o processo de solda, obedecendo um aumento de temperatura de 18,0ºC por hora. Após atingir a temperatura determinada, o processo de resfriamento também foi controlado obedecendo à perda de temperatura de 12,0 ºC por hora. Esse procedimento visa aliviar as tensões geradas pela fusão dos materiais, pois como a união ocorre em um período curto de aquecimento e resfriamento a fusão das cadeias poliméricas acabam sendo tensionadas [15]. As temperaturas de pré–aquecimento (B) e alívio de tensões (C) foram controladas através da medição direta das amostras, com o uso do equipamento por infravermelho FLIR E60.
As amostras foram soldadas utilizando o equipamento de solda por vibração linear com frequência de 240 Hz e com capacidade de exercer 3.000 W de potência. Sua capacidade de amplitude de vibração varia de 0,1 mm à 1,8 mm, essa característica de amplitude é utilizada para unir materiais amorfos.
A ferramenta de solda utilizada para efetuar o processo foi desenvolvida exclusivamente para unir o produto Lanterna Traseira 96, tendo apenas uma cavidade para produção e copiando exatamente as faces superior (lente) e inferior (carcaça) do produto. A fixação da ferramenta no equipamento se dá pela utilização de parafusos com intuito de garantir a montagem correta da ferramenta. Os parâmetros de solda foram determinados conforme geometria do produto e capacidade do equipamento.
Os testes de tração foram realizados no equipamento de tração EMIC Série 23 [17]. Esse equipamento de ensaios mecânicos desenvolvido para aplicações de média resistência mecânica com capacidade máxima de tração de 200 kN, dupla coluna autoportante e acionamento através de fusos de esferas recirculantes pré–carregadas com sistema de colunas guias cilíndricas.
RESULTADOS E DISCUSSÃO
Os resultados referentes aos ensaios são apresentados na Tabela 3, onde cada amostra foi tracionada até a ruptura total. Os somatórios das réplicas representam o total de força para tracionar as amostras da mesma combinação de tratamento.

Sem a análise quantitativa do planejamento 2ᵏ e apenas analisando as médias das combinações de tratamento, é possível verificar que o menor valor de tração está na combinação “(1)”, apresentando uma média de resistência a tração de 70,00 kgf. Essa combinação representa o estado atual de processamento das lanternas na empresa, onde o produto é soldado sem controle de temperatura (a temperatura ambiente) e com apenas 1,00 mm de penetração da junta soldada.
Já a combinação de tratamento “ac” apresentou maior média com o valor de 88,50 kgf, seguido pela combinação “abc” onde apresentou um valor de 86,50 kgf. Essas duas combinações apresentam em comum os fatores de penetração à 1,0 mm e alívio de tensões à 90,0ºC, indicando que a proposta de intervenção apresentada nesse trabalho pode influenciar na resistência da junta soldada. Enfatizando essa análise, é possível verificar que conforme os fatores são intercalados nas amostras, à resistência da junta soldada aumenta.
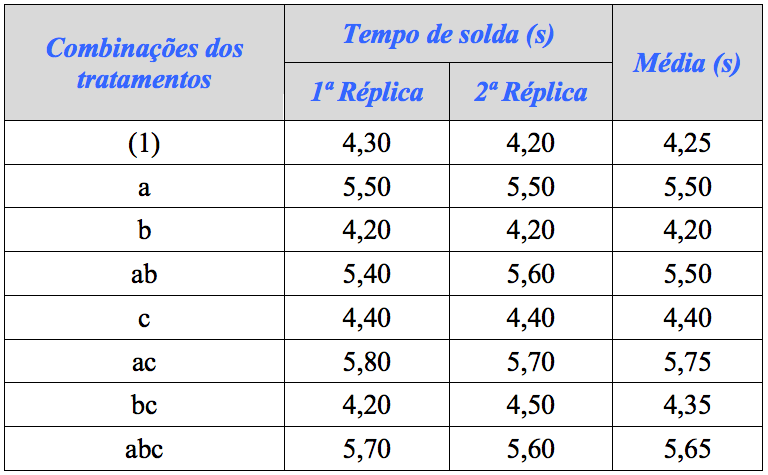
Além dos valores de resistência a tração, foi possível comparar o tempo de solda para cada amostra. Esse tempo expressa o valor de vibração dos componentes, não levando em consideração o tempo de posicionamento dos componentes na ferramenta de solda, o tempo de movimentação da mesa, o tempo de resfriamento após processo de solda e o tempo de retirada da peça pronta. A Tabela 4 apresenta esses valores, como também a média para cada combinação de tratamento.
É possível verificar que nas amostras onde o fator de penetração (A) estava no nível II (2,0 mm), o tempo de solda apresentou um acréscimo de aproximadamente 1,0 segundo. Indicando que os demais fatores não influenciam no tempo de solda da lanterna.
A combinação (1) representa a amostra onde foram aplicados os níveis inferiores de tratamento: penetração de 1,00 mm; pré–aquecimento à temperatura ambiente (31,5ºC); alívio de tensões à temperatura ambiente (31,5ºC). Para as demais sete combinações (a, b, c, ab, ac, bc, abc) foram aplicados interações que intercalam níveis superiores e inferiores.
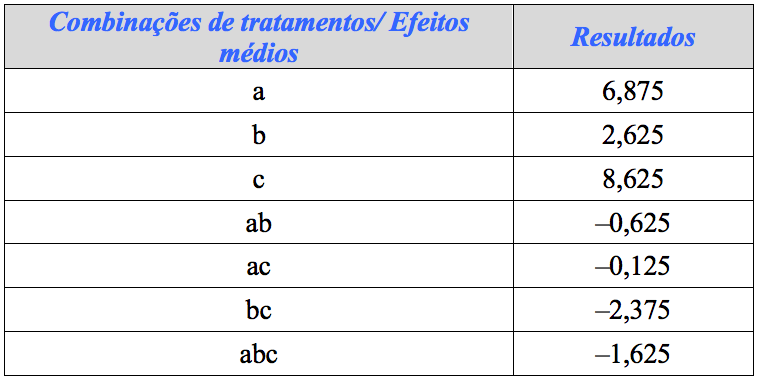
A Tabela 5 apresenta os resultados das médias de todas as interações multiplicadas pela razão 1/4n, onde n representa o número de réplicas para cada uma das combinações.Os resultados indicam uma estimativa numérica dos efeitos que podem influenciar na resistência de solda a tração. As combinações “a” e “c” apresentaram resultados superiores às demais aplicações, respectivamente 6,875 e 8,625. Isso indica que se variar a penetração de 1,0 mm (nível inferior) para 2,0 mm (nível superior) há um aumento na resistência. Por outro lado, se variar a temperatura de alívio de tensões de 31,5ºC (temperatura ambiente – nível inferior) para 90,0ºC (nível superior) representa um maior aumento na resistência à tração. Contudo, os valores dessa estimativa apenas indicam que esses efeitos apresentam maior representatividade sobre os demais.
Para validar a importância das combinações foi utilizada a análise de variância, que consiste no cálculo de probabilidade desses efeitos influenciarem na resistência da junta soldada. Foi estimada uma probabilidade 95,0% dos resultados estarem corretos. Com base nessa probabilidade e no número de graus de liberdade calculado, foi determinado que todo o resultado que apresentar o fator acima de 5,32 influencia no aumento da resistência a tração.
Desta forma, a análise de variância indica com uma probabilidade de 95,0% de assertividade que, os fatores A e C, respectivamente representados pela penetração e alívio de tensões, têm influência na resistência a tração. Isso é evidenciado, pois os fatores A e C apresentaram respectivamente 8,33 e 13,12. A Tabela 6 ilustra todas as combinações de tratamento comparando com o fator padrão de variância, se os tratamentos afetam os não no aumento da resistência à tração.
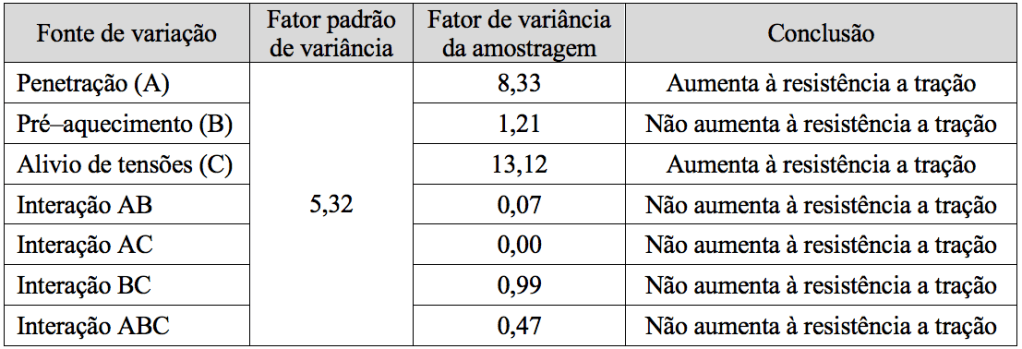
Por outro lado, se fosse aumentado à probabilidade de assertividade do estudo para 99,0%, o fator padrão de variância seria de 11,26. Desta forma apenas o fator de alívio de tensões teria influência no aumento da resistência a tração da junta soldada.
CONCLUSÕES
Este trabalho teve como objetivo compreender e analisar o comportamento mecânico de uma união soldada entre os polímeros PMMA e ABS. Esta junta foi unida por meio do processo de solda por vibração linear.
Para auxiliar no desenvolvimento e preparação do estudo, foi utilizada a metodologia de DOE, tendo como referência o planejamento experimental 2ᵏ. Essa metodologia, juntamente com a revisão bibliográfica e literaturas existentes, auxiliaram na escolha do produto a ser ensaiado, na quantidade de amostras, nos fatores e níveis a serem comparados, no método de obter os resultados e na análise final dos ensaios.
Com o auxílio da metodologia DOE, foram estabelecidos três fatores para análise com dois níveis para cada fator: penetração (1,00 mm e 2,00); pré–aquecimento (temperatura ambiente de 31,5 e 65,0 ºC); alívio de tensões após o processo de solda (temperatura ambiente de 31,5 e 90,0 ºC). Foram ensaiadas 16 amostras variando esses fatores e níveis até ser realizado o ensaio de tração para comparar qual fator e nível apresentam maior influência no comportamento mecânico da junta soldada.
Pode–se concluir que as variáveis estudadas apresentaram influência na resistência a tração da junta soldada. Com base na metodologia, foram realizadas duas análises de resultados onde concluíram que os fatores de aumento da penetração e alívio de tensões à temperatura de 90,0ºC aumentam a resistência à tração das juntas soldadas.
Pode–se compreender que o fator de penetração, em nível superior, aumenta à resistência a tração da união soldada, devido a quantidade de material fundido é maior, consequentemente garantindo melhor solvabilidade da junta. Já para o fator de alívio de tensões, onde apresentou melhor resultado que o fator de penetração, aumenta a resistência de solda devido ao rearranjo molecular proporcionado pelo aumento de temperatura. Essa característica diminui as tensões geradas pelo processo de solda ao redor da junta soldada, devido ao resfriamento rápido do processo.
Diante desses resultados, pode–se concluir com probabilidade de 95,0% de assertividade que a proposta de intervenção atingiu êxito apenas se for incluso a etapa de alívio de tensões após o processo de solda. Além de evidenciar que o aumento da penetração influencia na resistência e é importante para garantir uma melhor qualidade de fusão dos materiais.
REFERÊNCIAS
[1] Szeteiová K “Automotivematerialsplastics in automotive markets today”. Eslováquia: Slovak University of Technology Bratislava, 2010. Disponível em: <http://www.mtf.stuba.sk/ docs//internetovy_casopis/2010/3/szeteiova.pdf>
[2] Bomtempo JV “A competição em plásticos de engenharia”. Rio de Janeiro: FINEP, 2001.
[3] Sebastian J “Plastics in automotiveengineering: Developingand designing plastic components”. Alemanha: IAV, 2011
[4] Troughton M “Handbook of plastics joining: A practical guide”. 2ª ed. Norwich, USA, Plastics Design Library, 2008
[5] Berins M “Plastics engineering handbook: of the society of theplastics industry”. 5ª ed. Norwell, USA, Springer US, 1991
[6] Chanda M, Roy SK “Plastics technology handabook: Plastics engineering series”. 4ª ed. USA, CRC Press, 2006
[7] Vargas J, Schlarb A, Ehrenstein WG “Vibration welding of alpha and beta isotactic polypropylenes: Mechanical properties and structure”, Express Polymer Lett, Hungria, 2 (3), 156 (2008). Disponível em: http://www.expresspolymlett.com/articles/EPL–0000572_ article . pdf>
[8] Grewell D “Weldingof plastics: Fundamentals and new developments”. International Polymer Processing, USA, 22(1), 43 (2007). Disponível em: <http://www.hanser–elibrary. com/doi/abs /10.3139/217.0051>.
[9] Frantz J “Como escolher um método para a junção de itens plásticos”, Revista Plástico Industrial, Brasil, (189), 32 (2014)
[10] Costa AP et al. “A review of welding technologies for thermoplastic composites in aerospace applications”, J. Aerospace Technology and Management, São José dos Campos, 4(3), 255 (2012). Disponível em: <http://www.researchgate.net/profile/Jose_Tarpani/ publication/259558052_A_ Review_of_Welding_Technologies_for_Thermoplastic_Composites_in_Aerospace_Applications/links/0deec5155d62f3f0cc000000.pdf>. Acesso em: 17 mai. 2015
[11] BIELOMATIK “Plastic welding technology in the field: Comparison of welding Technologies with the same welding part”, Alemanha. Disponível em: <http://www. bielomatik.com/bkmauto/ comparison_welding_technologies_en_10/>
[12] Patham B “Thermoplastic vibration welding: Review of process phenomenology andprocessing–structure–property interrelationships”, Polymer Engineering and Science, Índia, 51(1), 1 (2011). Disponível em: <http://onlinelibrary. wiley.com/doi/10.1002/pen. 21784/abstract>
[13] Montgomery D “Design and analysis of experiments”. 6ª ed. John Wiley& Sons, 2005
[14] Mengason J “The effects of polymer structure on ultrasonic weldability”, USA. Branson Sonic Power Company, 1979
[15] Branson “Ultrasonic Corporation. Polymers: Characteristics na compatibility for ultrasonicassembly”, USA, 1999. Disponível em: <http://www.emersonindustrial.com/en–US/ documentcenter/BransonUltrasonics/Plastic%20Joining/Ultrasonics/Technical%20Info/PW–1_Polymer–Ch–Weldability.pdf>. Acesso em: 20 ago. 2015, 19:00
[16] INDAC “Alívio de tensões de chapas acrílicas”, Brasil. 2015. Disponível em: <http://www.indac.org.br/alivio–tensoes–distensionamento–chapas–acrilicas.php>.
[17] EMIC “Equipamentos Para Ensaios Mecânicos Destrutivos”. Produtos: Série 23 EMIC, Brasil, 2015. Disponível em: <http://www.emic.com.br/Produtos+Mostra/4/77/236/Maquina +universal+para+ ensaios+mecanicos+de+tracao_+compressao_+flexao_+etc_+modelo+EMIC+23_200_+eletromecanica_+microprocessada_+marca+INSTRON_EMIC/>. Acesso em: 02 nov. 2015, 22:00
