Walber A. do Nascimento1*,Henriqueta P. da Silva1, Pankaj Agrawal2, Tomás J. A. de Melo2
1) Faculdade de Engenharia Mecânica, Universidade Federal do Pará, Tucuruí, Brasil. E–mail: wan@ufpa.com.
2) Departamento de Engenharia de Materiais, Universidade Federal de Campina Grande, Campina Grande, Brasil.
Enviado: Abril 2020; Aceptado: Junio 2020
Texto completo (pdf)
Cita (APA)
do Nascimento, W. A., da Silva, H. P., Agrawal, P., de Melo, T. J. A., (2020). Análise de propriedades reologicas, mecânicas e morfologia de blendas de PET/EMAGMA. Revista Iberoamericana de Polímeros, 21(4), 155-164.
RESUMO
O poli (tereftalato de etileno) – PET é um poliéster que apresenta propriedades químicas e físicas peculiares. É bastante usado na manufatura de diversos produtos como, por exemplo, na fabricação de embalagens alimentícias e de produtos químicos. O PET apresenta alto interesse comercial, entretanto, seu uso em determinadas aplicações é restringido devido à sua instabilidade no processamento, elevada rigidez e moderada tenacidade. Com o intuito de analisar as propriedades reológicas, mecânicas e morfologia de blendas de PET/EMAGMA, foram utilizados reometria de torque, ensaios de tração e impacto além de além de FTIR e MEV. O terpolímero EMAGMA foi utilizado em diversas concentrações. Os resultados das análises reológicas indicaram que houve mudanças no comportamento do PET devido às reações ocorridas entre o grupo funcional metacrilato de glicidila, presente no copolímero, com os grupos terminais carboxila e hidroxila do PET, o que foi corroborado por FTIR. As reações entre os componentes das blendas modificaram as propriedades mecânicas e a morfologia do PET. As análises morfológicas indicaram a formação de uma estrutura altamente miscível, o que pode ter propiciado a obtenção de materiais super tenacificados, chegando–se a apresentar resistência ao impacto quase oito vezes superior ao do PET puro.
ABSTRACT
Poly (ethylene terephthalate) – PET is a polyester that has unique chemical and physical properties. It is widely used in the manufacture of various products, for example, in the manufacture of food packaging and chemical products. PET has a high commercial interest, however, its use in certain applications is restricted due to its instability in processing, high rigidity and moderate toughness. In order to analyze the rheological, mechanical properties and morphology of PET/EMAGMA blends, torque rheometry, tensile and impact tests were used, in addition to FTIR and SEM. The EMAGMA terpolymer was used in different concentrations. The results of the rheological analyzes indicated that there were changes in the behavior of PET due to the reactions occurred between the functional group glycidyl methacrylate, present in the copolymer, with the carboxyl and hydroxyl terminal groups of PET, which was corroborated by FTIR. The reactions between the components of the blends modified the mechanical properties and the morphology of PET. Morphological analyzes indicated the formation of a highly miscible structure, which may have led to the obtainment of super toughened materials, reaching an impact resistance almost eight times higher than that of pure PET.
INTRODUÇÃO
O Poli(tereftalato de etileno) – PET é um dos polímeros amplamente utilizado no mundo nas mais variadas aplicações. É um poliéster termoplástico de alto interesse comercial devido as suas ótimas propriedades físicas, químicas, óticas, e mecânicas e que, portanto, é usado, principalmente, na produção de fios têxteis, em embalagens para bebidas carbonatadas, água mineral e óleos comestíveis [1–2]. A partir da mistura do PET com copolímeros que sejam miscíveis e possuam interações com o mesmo, pode–se obter uma melhora na sua estabilidade durante o processamento e, por conseguinte, nas diversas propriedades, principalmente a tenacificação [3–5].
Na literatura observa–se que estudos relacionados à reatividade de copolímeros com poliésteres, como o PET, que apresentam grupos terminais hidroxila (OH) e carboxila (COOH) em sua estrutura química, com copolímeros foram realizados visando modificar as propriedades destes polímeros [6–8]. Alguns autores identificaram que os copolímeros contendo grupos funcionais anidrido maléico (MA) e principalmente metacrilato de glicidila (GMA) em sua composição química, reagem com poliésteres durante o processamento, atuando como agentes de extensão e/ou ramificação da cadeia [9].
Chapleau y Huneault [10] investigaram o efeito do EGMA, EMAGMA contendo 1% de copolímeros de GMA para o EGMA e EMAGMA contendo 8% de GMA. Eles observaram que a adição dos copolímeros ao PET diminuiu o módulo de Young e a resistência à tração na ruptura, enquanto o alongamento na ruptura e a tenacidade aumentaram. A resistência ao impacto foi aumentada apenas em misturas onde a interface foi modificada usando grupos GMA.
Xanthos et al. [11] estudaram a reatividade do {N, N’–bis [3 (carbo–2′, 3–epoxi propoxi) fenil] piremelitimida} diepóxido e do copolímero EGMA com os grupos terminais carboxila e hidroxila de PET. Os autores concluíram que o diepóxido e o EGMA reagiram com PET, atuando como um extensor de cadeia. Eles também observaram que o diepóxido mostrou maior reatividade que o EGMA e poderia ser usado em concentrações mais baixas.
Tan et al. [12] investigaram o efeito do extensor de cadeia PMMAcoGMA e o copolímero EPDMgGMA nas propriedades do PET. Os autores observaram que a temperatura de fusão, a temperatura de cristalização e o grau de cristalização do PET diminuíram com a adição de PMMAcoGMA. A resistência ao impacto do PET aumentou substancialmente com a adição do copolímero EPDMgGMA e foi mais pronunciado para a mistura contendo 30% de copolímero de EPDMgGMA.
O presente trabalho teve por objetivo estudar as propriedades reológicas, mecânicas e morfologia de blendas de PET/EMAGMA para identificar o processo de tenacificação do PET. Foram utilizados reometria de torque, ensaios de tração e impacto além de espectroscopia no infravermelho com transformada de Fourier (FTIR) e microscopia eletrônica de varredura (MEV) nesta pesquisa.
MATERIAIS E MÉTODOS
Materiais. Poli(tereftalato de etileno) (PET) da M & G (Cleartuf ® Turbo™) com viscosidade intrínseca–VI (3J–Lab–050) = 0,80 ± 0,02 dL/g e ponto de fusão – PF (M&G/QC–06) = 246ºC. A estrutura química do polímero está apresentada na Tabela 1.
– Copolímero de etileno–acrilato de metila–metacrilato de glicidila (EMAGMA), contendo 24% de acrilato de metila e 8% de metacrilato de glicidila, Lotader® AX 8900, com índice de fluidez (ASTM D 1238) = 6 g/10 min, densidade (ASTM D 792) = 0,94 g/cm3, ponto de fusão – PF (DSC) = 65ºC, módulo (ASTM D790) = 30 MPa, alongamento na ruptura (ASTM D638 ) = 1.100%, resistência a tração – RT (ASTM D638) = 4 Mpa. A estrutura química do copolímero está apresentada na Tabela 1.
Tabela 1. Estrutura química do PET e do copolímero EMAGMA.
Estrutura [13, 14] / Material
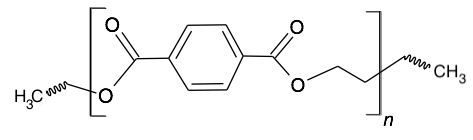
/ PET
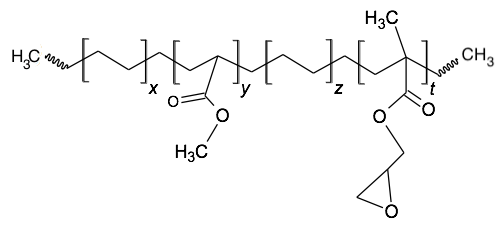
/ EMAGMA
MÉTODOS
Reometria de Torque. A análise reológica do PET e das blendas foi realizada por reometria de torque utilizando o equipamento Haake Polylab QC Rheomix 600 da Thermo Scientific, equipado com rotores do tipo roller, sob atmosfera de ar, utilizando velocidade de 50 rpm e temperatura nominal de 260°C durante 10 minutos. Foi utilizada uma massa total de 60 g. Antes das análises por reometria de torque, o PET foi seco em estufa a vácuo a 110°C/24 horas. As composições das blendas PET/EMAGMA estão apresentadas na Tabela 2.
| Nomenclatura das Blendas | PET (%)* | EMAGMA (%)* |
| EMAGMA 5 | 95 | 5 |
| EMAGMA 10 | 90 | 10 |
| EMAGMA 15 | 85 | 15 |
| EMAGMA 20 | 80 | 20 |
(* porcentagem em peso)
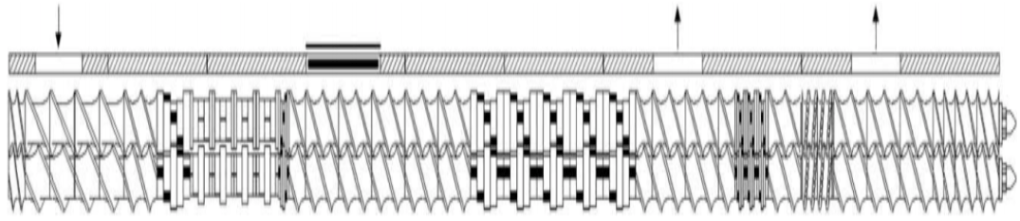
Processamento por Extrusão. O PET foi seco a 110°C/24 horas em estufa antes do processamento. As blendas de PET/copolímeros foram preparadas em extrusora dupla rosca modular corrotacional Coperion Werner & Pfleiderer ZSK 18 mm (L/D = 40) com uma velocidade de 250 rpm e taxa de alimentação de 3 kg/hora. O perfil térmico de aquecimento da extrusora até o cabeçote foi mantido em 280°C em todas as zonas. A configuração da rosca utilizada foi composta com elementos de transporte, distributivos e dispersivos, conforme mostrado na Fig. 1. Para as blendas extrusadas foram utilizadas as mesmas composições da Tabela 2.
Todas as composições da Tabela 2, após o processamento por extrusão, foram granuladas e secas novamente em estufa a 110°C/24 horas. Os corpos de prova foram moldados em uma injetora Fluidmec H30/40180 da ARBURG, em uma temperatura de processamento de 300°C com a temperatura do molde de 20°C.
Ensaios de Tração e Impacto. Os ensaios de tração foram realizados em uma máquina de ensaio universal Shimadzu AG–IS 100 kN, de acordo com a norma ASTM–D 638, em amostras de tipo I, operando a uma taxa de deformação de 50 mm/minuto. Os testes de resistência ao impacto Izod foram realizados de acordo com a norma ASTM–D 256 em amostras, entalhadas, com dimensões de 63,5 mm·12,7·33,2 mm, à temperatura ambiente usando um aparelho Ceast Resil 5.5. Foram utilizados 7 corpos de prova em média para realização dos ensaios em cada composição da Tabela 2.
Espectroscopia na Região do Infravermelho por Transformada de Fourier (FTIR). As análises por espectroscopia na região do infravermelho por transformada de Fourier (FTIR), foram realizadas em um espectômetro de infravermelho de marca Perkin Elmer, modelo Spectrum 400 FT Mid–IR, operando no modo de reflexão total atenuada (ATR). As amostras foram caracterizadas em forma de raspas removidas dos corpos de prova injetados. Esta técnica foi utilizada para avaliar as possíveis interações entre os grupos reativos do copolímero com os do PET.
Microscopia eletrônica de varredura (MEV). Para a análise morfológica, amostras criofraturadas foram imersas em tolueno a 80ºC por 5h para remoção da fase dispersa do copolímero EMAGMA. Posteriormente as amostras foram secas e revestidas com ouro para então serem analisadas por Microscopia Eletrônica de Varredura (MEV) utilizando um microscópio eletrônico de varredura Shimadzu SS X550 Super Scan. A voltagem usada no filamento foi de 15 kV. Esta técnica foi utilizada para avaliar a morfologia das blendas após a moldagem por injeção e correlacionar com as propriedades mecânicas.
RESULTADOS E DISCUSSÃO
Análise Reológica por Reometria de Torque. A Figura 2 ilustra as curvas de torque em função do tempo do PET e das blendas PET/EMAGMA. O PET, após o carregamento no estado sólido dentro da câmara de mistura, apresenta um pico máximo de torque em torno de 110 N·m (não mostrado no gráfico) e, depois de sua fusão, ocorre uma redução acentuada do torque até o tempo de 1 minuto e mais lentamente até o tempo final do processo em 10 minutos.
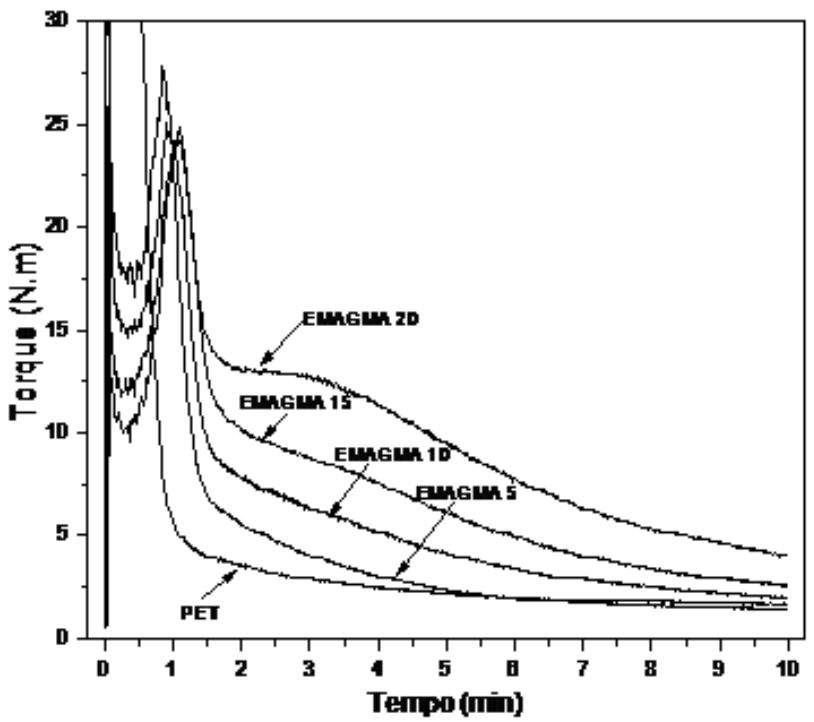
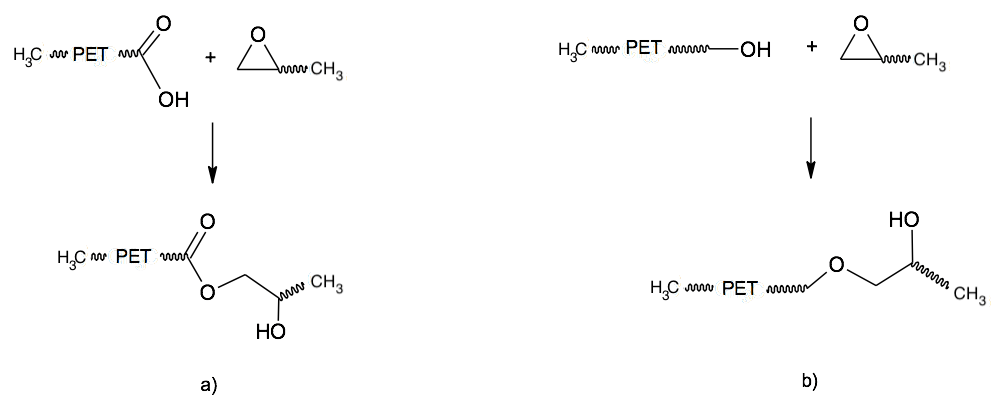
Em relação às blendas PET/EMAGMA, observam–se mudanças no comportamento das curvas de torque, há redução de intensidade e deslocamento no tempo do pico máximo do PET presente nas blendas, provavelmente o copolímero que têm ponto de fusão inferior ao PET, fundiu antes e promoveu um efeito plastificante nos grânulos do PET, retardando sua fusão, chegando ao tempo em torno de 1 minuto. Após este tempo, observa–se que as curvas de torque das blendas deslocam–se para valores superiores quanto maior for à concentração do copolímero. O aumento do torque após a fusão dos componentes da blenda pode indicar ocorrência de reação química entre ambos. De acordo com Pracella et al [14], as reações químicas entre os grupos terminais hidroxila (– OH) e carboxila (– COOH) do PET com grupos epóxis, formam grupos éter e éster (Figura 3), respectivamente e, por conseguinte, promovem aumento de massa molecular por meio de extensão de cadeia e/ou ramificações que proporcionam aumento de viscosidade e elasticidade do PET, consequentemente aumento do torque durante o processamento. Portanto, de uma maneira geral por meio da reometria de torque, verifica–se que os grupos epóxi do EMAGMA apresentam reatividade com os grupos terminais – OH e – COOH do PET, corroborado pelo aumento da viscosidade e, por conseguinte, do torque. Entretanto, após certo tempo, o torque diminui no tempo o que pode estar relacionado à predominância dos processos degradativos do PET que levam a cisão de cadeia polimérica e, por conseguinte, redução da viscosidade e do torque [15–17]. O EMAGMA apresenta na sua composição 24% de grupos de acrilato de metila que podem estar dificultando de alguma forma à reação entre os grupos epóxis do copolímero com os grupos terminais do PET.
Propriedades mecânicas. Os valores de módulo de elasticidade (E), resistência à tração (RT) e resistência ao impacto (RI), obtidos a partir dos ensaios mecânicos realizados para o PET e para as blendas PET/EMAGMA, são apresentados na Tabela 3. Observa–se que a adição de quantidades crescentes do copolímero diminui o módulo elástico e a resistência à tração e aumenta a resistência ao impacto consideravelmente. Isto indica que as blendas de PET/EMAGMA, há redução da rigidez e aumento na tenacidade, promovido pelo EMAGMA que têm baixa rigidez e elevada tenacidade, conforme os dados do fabricante.Estes resultados estão de acordo com outros vistos na literatura [22–24].
| Amostra | E (GPa) | RT (MPa) | RI (J/m) |
| PET | 2,29±0,04 | 56,90±0,49 | 32,10±2,84 |
| EMAGMA5 | 1,98±0,10 | 36,42±0,77 | 57,39±2,84 |
| EMAGMA 10 | 1,80±0,02 | 34,38±0,77 | 88,75±1,65 |
| EMAGMA 15 | 1,57±0,03 | 31,97±1,85 | 196,76±15,75 |
| EMAGMA 20 | 1,34±0,03 | 28,91±0,27 | 245,21±3,07 |
E = módulo de elasticidade; RT = resistência à tração; RI = resistência ao impacto.Analogamente Brito et al. [24] conseguiu uma melhora bastante significativa na resistência ao impacto de blendas de PLA/EMAGMA. Os autores verificaram que copolímeros com grupos GMA são efetivos agentes compatibilizantes para poliésteres como o PLA, PET, PBT, etc. devido a esse polímeros apresentarem grupos reativos hidroxila (OH) e carboxila (COOH) que regem prontamente com o anel epóxi do GMA, favorecendo a redução da tensão interfacial e melhorando a compatibilidade de polímeros imiscíveis com consequente avanço nas propriedades mecânicas como tenacidade e resistência ao impacto, com relativa redução da rigidez da blenda formada. Outros autores [25] utilizaram etileno–acrilato de butila–metacrilato de glicidila (EBAGMA) para estudar o seu efeito em blendas PET/EBAGMA e PLA/EBAGMA. Os autores verificaram aumento crescente das propriedades mecânicas, inerentes a resistência ao impacto, tenacidade e alongamento na ruptura com relativo decréscimo da rigidez, com o uso desse copolímero. De uma maneira geral, o uso de copolímeros a base de GMA são efetivos compatibilizantes para melhorar a tenacidade, resistência ao impacto e alongamento a ruptura de poliésteres como o PET, PLA, PBT etc.
Espectroscopia na Região do infravermelho por Transformada de Fourier (FTIR). Os espectros de FTIR do PET, EMAGMA e das blendas PET/EMAGMA são ilustrados na Figura 5. Observa–se a existência de bandas típicas presentes na cadeia do PET, situadas em 1.000 e 800 cm–1, que representam a vibração de deformação do grupo éster (– COO –) [19]. No espectro do EMAGMA, verifica–se a presença do anel epóxi presente nos grupos metacrilato de glicidila (GMA) caracterizada pela existência de uma banda localizada entre 908 – 912 cm–1, correspondente à contração das ligações C–C, e estiramento das ligações C – O [20–23]. A banda do anel epóxi pode ser visualizada para o EMAGMA, indicada por uma seta no espectro dos copolímeros a 910 cm–1. É possível observar o desaparecimento desta banda para as blendas, o que sugere a ocorrência de reação entre anel epóxi presente nos copolímeros em todas as composições e os grupos terminais carboxilas e/ou hidroxilas do PET (ver Figuras 2 e 3). Por tanto, os resultados de FTIR corroboram as mudanças observadas nas análises reológicas.
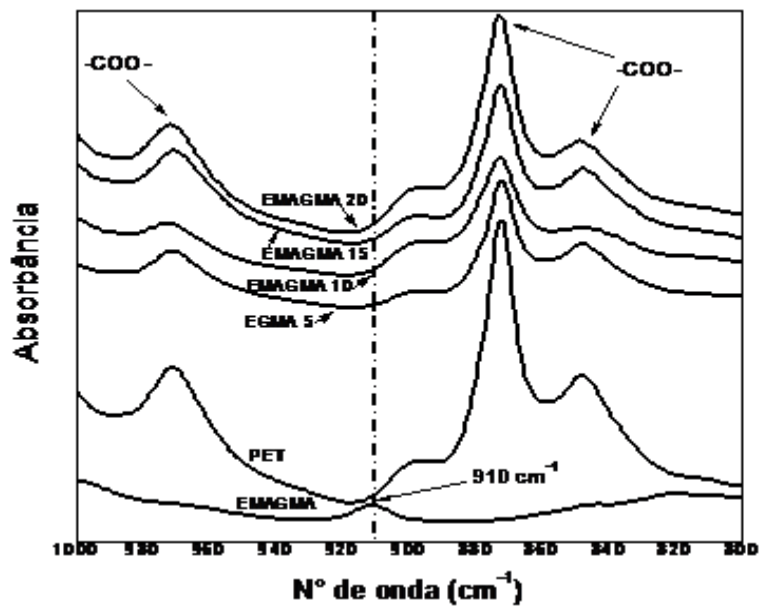
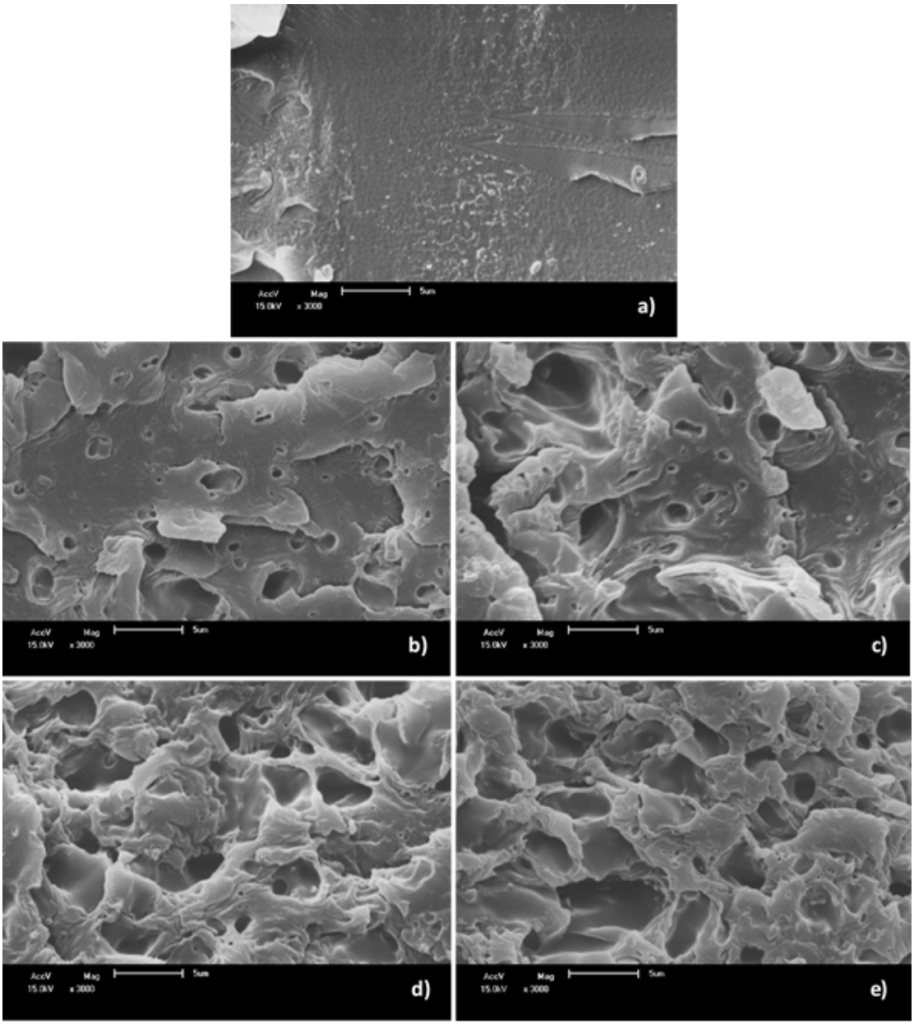
Figura 5. Fotomicrografias do a) PET; b) EMAGMA 5; c) EMAGMA 10; d) EMAGMA 15; e) EMAGMA 20. Aumento de 3.000 X e escala de 5 µm.Microscopia eletrônica de varredura (MEV). A Figura 5 apresenta as micrografias do PET (Figura 5a) e das blendas PET/EMAGMA (Figuras 5b, c, d e e). Vale salientar que foi realizada a extração de fase dos copolímeros antes das análises por MEV, como descrito no item 2.2.5. A partir da extração de fase do copolímero observamos que não há um aumento acentuado no tamanho médio dos domínios da fase dispersa, como em outros trabalhos [23–25], com o aumento da concentração de copolímero EMAGMA, embora o número de domínios de fase dispersa aumente. Resultado semelhante foi relatado por Chapleau y Huneault [10] que investigaram o efeito de modificadores não reativos e reativos nas propriedades de impacto do Poli(Tereftalato de Etileno) (PET). Os autores observaram que o tamanho dos domínios da fase dispersa permaneceu quase constante com o aumento da concentração do modificador reativo (contendo grupo GMA). Eles atribuíram esse resultado às reações químicas entre os grupos funcionais de PET e os grupos funcionais presentes no modificador formando um copolímero na interface e suprimindo a coalescência entre as partículas modificadoras. Observamos também que esse efeito dispersivo influenciou drasticamente a resistência ao impacto (RI) das blendas. Provavelmente à flexibilidade dos blocos de EMA, presentes no copolímero EMAGMA, pode também ter contribuído nesse aumento considerável. Este fato é mais pronunciado para a blenda EMAGMA 20 que apresentou RI quase oito (8) vezes superior ao do PET puro, indicando um processo de super tenacificação.
CONCLUSÃO
Neste trabalho foi investigada a influência do copolímero EMAGMA nas propriedades reológicas (reometria de torque), mecânicas (tração e impacto) e morfologia (MEV) com a finalidade de identificar o processo de tenacificação promovido por esse copolímero na matriz de PET. As análises reológicas indicaram que houve mudanças no comportamento do PET devido às reações ocorridas entre os grupos funcionais metacrilatos de glicidila, presentes no copolímero com os grupos terminais carboxilas e hidroxilas do PET. Estas reações foram corroboradas por FTIR. As reações entre os componentes das blendas modificaram significativamente as propriedades mecânicas do PET. As análises morfológicas indicaram uma correlação direta com as propriedades mecânicas na obtenção de materiais super tenacificados, chegando–se a obter resistência ao impacto quase oito vezes superior ao do PET puro.
Agradecimentos. Os autores agradecem a UFPA, UFCG e CAPES pelo apoio durante a pesquisa e as empresas Gigaplast Representação & Consultoria e a Arkema pela doação do PET e do EMAGMA, respectivamente.
REFERÊNCIAS
[1] Abipet [http://www.abipet.org.br/index.html?method=mostrarInstitucional&id=81]. São Paulo: Abipet; 2017 [atualizada em 2 jun. 2012; acesso em 13 abr. 2020]. Disponível em: http://www.abipet.org.br.
[2] Romão W, Spinacé M A S, Paoli MAD, Polím. Ciênc. e Tecn., 19(2), 132 (2009).
[3] Carte TL, Moet A, J Appl Polym Sci., 48, 624 (1993)
[4] Dimitrova TL, Mantia FPL, Pilati F, Toselli M, Valenza A, Viscod A, Polym., 41, 4824 (2000)
[5] Iñiguez CG, Michel E, González–Romero VM, González–Nuñez R, Polym. Bull., 45, 302 (2000)
[6] Pereira LM, Corrêa AC, Souza Filho MdsMd, Rosa MdF, Ito EM, Mater. Res., 20(3), 800 (2017)
[7] Meyva Y, Kaynak C, Plast. Rub. Compos., 45(5), 198 (2016)
[8] Mascia L, Haworth B, Vignali A, Megna R, Acierno D, Russo P, Thermoc. Act., 633(1), 90 (2016)
[9] Gurunathan T, Chung JS, Nayak SK, J. Polym. Environ., 24(4), 297 (2016)
[10] Chapleau N, Huneault MA, J. Appl. Polym. Sci., 90, 2932 (2003)
[11] Xanthos M, Young M–W, Kafwannidis GP, Bikiaris DN, Polym Eng Sci., 41(4), 655 (2001)
[12] Tan Z, Liu S, Cui X, Sun S, Zhang H, J. Thermoplast Compos., 29(6), 849 (2014)
[13] Silveira EBd. «Estudo da tenacificação do PLA pela adição de elastômero termoplástico EMAGMA». Dissertação de Mestrado. São Paulo, Brasil. Escola Politécnica da Universidade de São Paulo, de 2016
[14] Pracella M, Chionna D, Pawlak A, Galeski A, J Appl Polym Sci., 98(5), 2211 (2005)
[15] Magdalena A, Mioara D «Poly(Ethylene Terephtalate) based blends, Composites and Nanocomposites«. En Visakh PM, Liang M (eds) Oxford (EUA): Elsevier Inc., 2015
[16] Venkatachalam S, Nayak SG, Labde JV, Gharal PR, Rao K, Kelkar AK «Degradation and Recyclability of Poly (Ethylene Terephthalate)» En Saleh H E–D (ed) Oxford (Reino Unido), Intech open Inc., 2012
[17] Nayak S, Labde J, Geedh S, Jaisingh SK, Rao K, Venkatachalam S, J. Appl. Polym. Sci.,118(5), 2800 (2010)
[18] Awaja F, Pavel D, Eur. Polym J., 41(7), 1477, (2005)
[19] Brito GF, Agrawal P, Araújo EM, Melo TJAd, Polím., 22(2), 6 (2012)
[20] Baouz T, Rezgui F, Yilmazer U, J Appl Polym Sci.,128(5), 3204 (2012)
[21] Feng Y, Zhao G, Yina J, Jianga W, Polym Int., 63(1),1269 (2014)
[22] Yuryev Y, Mohanty AK, Misra M. A., Macrom Mater Eng., 301(12), 1453 (2016)
[23] Benhamida A, Kaci M, Cimmino S, Silvestre C, Duraccio D, Macrom Mater Eng., 295(3), 232 (2010)
[24] Brito GF, Agrawal P, Mélo TJA, Macrom. Symp., 367(1), 182 (2016)
[25] Tsai C–H, Chang F–C, J Appl Polym Sci., 61(2), 332 (1996)
