Jonatas Racca Alves, Adriana dos Anjos Silva, Patricia Soares da Costa Pereira*
Centro Universitário Estadual da Zona Oeste – UEZO – 23070–200, Rio de Janeiro, RJ, Brasil. Correo electrónico: patyscp@gmail.com
Enviado: Noviembre 2019; Aceptado: Marzo 2020
Texto completo (pdf)
Cita (APA)
Racca Alves, J., dos Anjos Silva, A., da Costa Pereira, P. S., (2020). Obtenção e caracterização de compósitos de polietileno de alta densidade reforçados com fibras do bagaço de cana de açúcar: influência do tamanho da fibra. Revista Iberoamericana de Polímeros, 21(3), 120-127.
RESUMO
O uso de fibras naturais em compósitos tem despertado interesse principalmente para o reforço de matrizes de termoplásticos, devido ao seu baixo custo, utilização de recursos naturais disponíveis, além de contribuir para a despoluição ambiental. Neste trabalho foram preparados compósitos de polietileno de alta densidade (PEAD) reforçados com fibras do bagaço de cana de açúcar (BCA). Foi avaliada a influência do tamanho da fibra de diferentes diâmetros, selecionadas pela separação em peneiras de 80, 100 e 120 mesh. O compósito de PEAD reforçado com fibra de cana de açúcar de menor diâmetro (120 mesh) apresentou melhores propriedades físicas, térmicas y termodinâmico–mecânicasa em relação aos demais compósitos. No entanto, o compósito preparado com fibras de diversos diâmetros (sem peneiramento) apresentou resultados semelhantes, indicando que o diâmetro da fibra não influencia significativamente as propriedades mecânicas e térmicas dos compósitos.
ABSTRACT
The use of natural fibers in composites has attracted attention mainly for reinforcing thermoplastic matrices, due to its low cost, use of available natural resources, and contributes to environmental pollution. In this work were prepared composite high density polyethylene (HDPE) reinforced with sugarcane bagasse fibers. The influence of the size of the different fiber diameters, the selected separation screens 80, 100 and 120 mesh. HDPE composite reinforced with sugarcane bagasse fiber smaller diameter (120 mesh) showed better physical properties, thermal and thermal dynamic mechanical compared to other composites. However, the composite prepared with fibers with different diameters (no sieving) showed similar results indicating that the diameter of the fiber will not significantly affect the mechanical and thermal properties of the composites.
INTRODUÇÃO
O bagaço da cana–de–açúcar é um resíduo lignocelulósico obtido após a utilização da cana–de–açúcar para a produção de caldo de cana. O resíduo lignocelulósico do bagaço da cana–de–açúcar é constituído de aproximadamente 46 de celulose, 25 de hemicelulose, 20 de lignina, 3,5 de gorduras, 2 de sílica e 1,7% de outros elementos [1]. A disponibilidade e abundância deste resíduo e de outras fontes de biomassa é interessante devido aos benefícios ecológicos aliados ao interesse econômico. Anualmente são produzidos 658,8 milhões de toneladas de cana–de–açúcar em todo o país [2].
Compósitos reforçados com fibras naturais têm sido amplamente estudados devido as interessantes características obtidas com os agentes de reforço lignocelulósicos. A utilização de resíduos da biomassa em novos compósitos tem crescido e despertado o interesse de outras indústrias de diferentes setores como a de construção civil e de embalagens. Os compósitos reforçados com fibras naturais apresentam algumas limitações devido à baixa compatibilidade interfacial entre a matriz hidrofóbica e a fibra hidrofílica, ocasionando a formação de agregados durante o processamento, resultando no decréscimo do reforço do polímero [3,4]. O grande desafio na fabricação de compósitos com fibras naturais é a adesão entre a fibra e a matriz [5].
Por outro lado, muitos trabalhos na literatura relatam a utilização de fibras do bagaço da cana–de–açúcar como reforço de matrizes poliméricas, os quais apresentam excelentes propriedades mecânicas [5–8].
Nesse contexto, o objetivo deste trabalho é avaliar a viabilidade da utilização da fibra de bagaço de cana–de–açúcar de diferentes diâmetros como carga (ou reforço) na obtenção de compósitos com o polietileno de alta densidade (PEAD) virgem como matriz polimérica.
MATERIAIS E MÉTODOS
Materiais. Na preparação dos compósitos, empregou–se como matriz o PEAD fornecido pela BRASKEM e Bagaço de cana–de–açúcar in natura, gentilmente cedido pela HC Sucroquímica, Campos dos Goytacazes–RJ, Brasil.
Beneficiamento do bagaço de cana–de–açúcar (BCA). O bagaço de cana–de–açúcar (BCA) foi seco a 105ºC, por 24 horas, em estufa com ventilação forçada. Inicialmente foi feita a trituração do bagaço em liquidificador industrial, com água destilada, na proporção de 3:1. O bagaço foi seco novamente a 105ºC, em estufa, por 24 horas, e depois triturado em liquidificador convencional por 10 minutos, a fim de separar as fibras. Em seguida, as fibras foram separadas em peneiras de 80 mesh (180 mm), 100 mesh (150 mm) e 120 mesh (125 mm). No entanto, também foram utilizadas as fibras de diâmetro inferior a abertura da peneira de 125 mm, denominadas de base do peneirador.
Preparação dos compósitos. Os compósitos de PEAD preparados com o BCA de diferentes diâmetros (Tabela 1) foram obtidos através da pré–mistura manual na proporção 90/10 (PEAD/BCA).
| Nomenclatura | Diâmetro da Fibra |
| PEAD | – |
| COMP1 | sem peneiramento |
| COMP2 | mesh 80 (180 mm) |
| COMP3 | mesh 100 (150 mm) |
| COMP4 | mesh 120 (125 mm) |
| COMP5 | base do peneirador |
Os compósitos foram preparados na extrusora sob as seguintes condições de processamento: 150ºC na primeira zona e 200ºC nas demais, num total de 7 zonas. A velocidade da rosca foi de 63 rpm e o torque foi de 35. Após o processo de extrusão o material foi triturado (Figura 1) e acondicionado.

Obtenção dos corpos de prova. Os corpos de prova para a caracterização dos compósitos foram obtidos a partir da prensagem das amostras peletizadas, sob temperatura de 200°C durante 3 minutos e com pressão de 3 toneladas, e em seguida foram resfriados durante o mesmo intervalo de tempo.
Caracterização dos materiais. O PEAD e os compósitos foram caracterizadas por densidade, dureza, índice de fluidez (MFI), análise termogravimétrica (TGA) e análise termodinâmico mecânica (DMTA).
Os ensaios de dureza foram realizados segundo a norma ASTM D2240–05 [9]. Os materiais foram colocados em cima de um elevador manual e o mesmo foi ajustado até a altura desejada, e com o auxílio do durômetro manual, foi aplicado a força em 7 pontos diferentes durante 10 segundos. A determinação da dureza foi obtida desconsiderando o maior e o menor peso das amostras.
A análise de densidade dos compósitos foi executada segundo a norma ASTM D792–13 [10], a partir de pedaços da porção central da placa prensada das amostras cortados com dimensões de 1·1 cm. Inicialmente foi realizada a pesagem da amostra seca na balança do densímetro digital. Em seguida, os pedaços foram colocados em água no densímetro. Para a determinação da densidade, foram descartados o maior e o menor valor.
O índice de fluidez (MFI) das amostras foi avaliado segundo a norma ASTM D–1238–01 [11]. Foram separados 5,00 g de cada amostra e colocada no equipamento que estava aquecido a uma temperatura de 200ºC e submetido à carga de 2,160 kg. Para cada amostra, foram coletadas 7 alíquotas no tempo de 2 minutos, cada. Após o resfriamento das alíquotas, cada uma foi pesada. A partir dos dados obtidos, foi calculado o valor do índice de fluidez, cuja unidade é expressa em gramas/10 minutos. Para cada amostra foram excluídos o maior e o menor valor, calculando assim a média aritmética das cinco determinações.
A análise termogravimétrica teve como objetivo avaliar o perfil de degradação do polietileno puro de dos compósitos. Os termogramas das amostras foram obtidos utilizando uma faixa de temperatura de 20 até 700ºC, velocidade de aquecimento de 20ºC/min, massa das amostras em torno de 10 mg e atmosfera inerte de nitrogênio. As propriedades termodinâmico–mecânicas do polietileno puro e dos compósitos foram determinadas utilizando uma faixa de temperatura de 25 a 200ºC com uma taxa de aquecimento de 3ºC/mim e isoterma de 3 minutos a 25ºC. Com taxa fixa de 0,1% de deformação e 1 Hz de frequência. A garra utilizada foi a de flexão em dois pontos e as dimensões do corpo de prova de aproximadamente 17,5·12·3 mm.
RESULTADOS E DISCUSSÕES
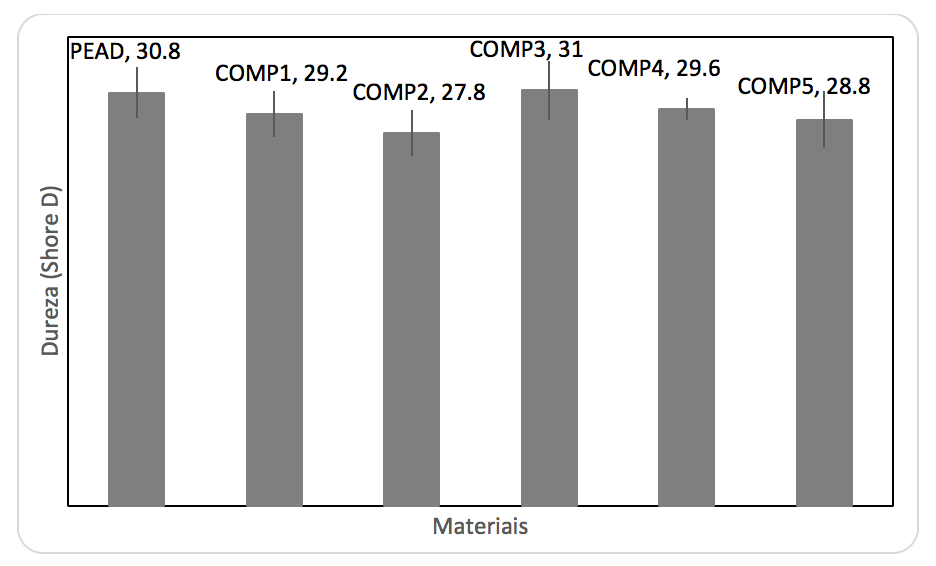
Dureza. A dureza do PEAD e dos compósitos é apresentada na Figura 2. Os compósitos de PEAD e BCA apresentaram valores de dureza em torno de 31, considerando o desvio das medidas. O comportamento da dureza Shore D das amostras sugere que a quantidade e BCA foi insuficiente para promover um considerável aumento no reforço do PEAD.
Densidade. A densidade do PEAD e dos compósitos é apresentada na Figura 3. Os valores de densidade de todos os compósitos foram inferiores em comparação ao PEAD. A diminuição da densidade dos compósitos em relação ao polímero puro está relacionada à grande higroscopicidade da fibra devido à formação de espaços vazios na interface fibra–matriz [12].
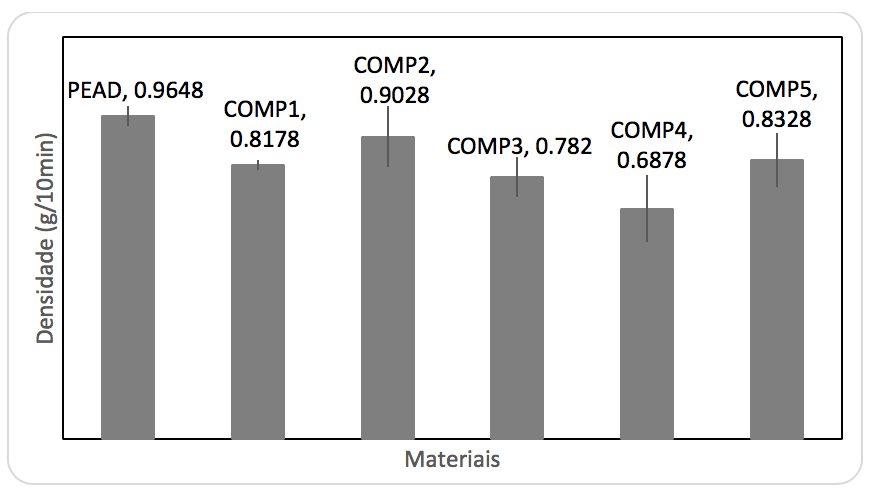
A adição do BCA diminuiu a densidade dos compósitos com a redução do tamanho da abertura das peneiras. O COMP4 apresentou o menor valor de densidade dentre os compósitos, em virtude do pequeno diâmetro do BCA. No entanto, o COMP5 obtido com as fibras de menor diâmetro, apresentou o valor da densidade maior quando comparado ao compósito COMP4. Segundo a literatura, a densidade das fibras naturais aumenta com a diminuição do diâmetro da fibra [13]. Desta forma, a redução da densidade dos compósitos é minimizada pelo maior valor de densidade das fibras da base do peneirador. Contudo, no COMP1, o valor de densidade é menor que COMP5, devido à presença de diferentes tamanhos (grossas e finas) de fibras de bagaço de cana de açúcar.
Análise de Índice de Fluidez (MFI). O índice de fluidez (Melt Flow Index, MFI) do PEAD e dos compósitos é apresentado na Figura 4. A incorporação do BCA provocou uma redução do valor do índice de fluidez, tal como observado pela redução das propriedades de densidade e dureza, discutidas anteriormente.
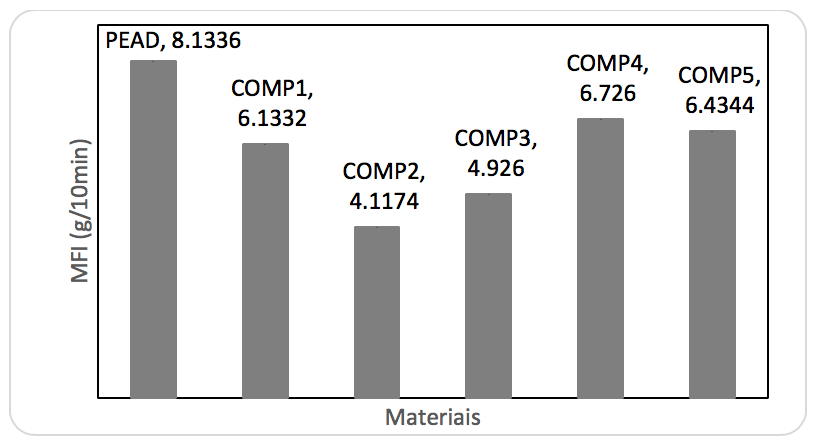
Os compósitos preparados com o BCA (COMP 4 e COMP5), apresentaram a menor redução do índice de fluidez. A diminuição do índice de fluidez do PEAD deve–se a dispersão da fibra do bagaço de cana de açúcar como reforço, aumentando a resistência ao fluxo do PEAD. No entanto, com o aumento do diâmetro da fibra, o valor do índice de fluidez dos compósitos COMP2 e COMP3 diminuiu consideravelmente em virtude do aumento da resistência ao cisalhamento imposto pela dificuldade de interação entre a matriz e a fibra durante o processamento.
Análise Termogravimétrica. A análise da estabilidade térmica do PEAD e dos compósitos é mostrada na Tabela 2. Todos os compósitos apresentaram temperatura de degradação (Td) semelhante à do PEAD, demonstrando que a adição do BCA não modifica a estabilidade térmica do PEAD. Contudo, o diâmetro do BCA também não exerce influência na Td dos compósitos.
| Nomenclatura | Td (oC) | DTd (oC) |
| PEAD | 459 | 485 |
| COMP1 | 458 | 486 |
| COMP2 | 458 | 487 |
| COMP3 | 457 | 485 |
| COMP4 | 457 | 485 |
| COMP5 | 455 | 483 |
Análise termodinâmico–mecânicas (DMTA). As análises termodinâmico–mecânicas na Figura 5 e Tabela 3, permitiram obter informações sobre o módulo elástico (MPa) e a temperatura de transição vítrea (Tg) dado pelo pico de Tan Delta.
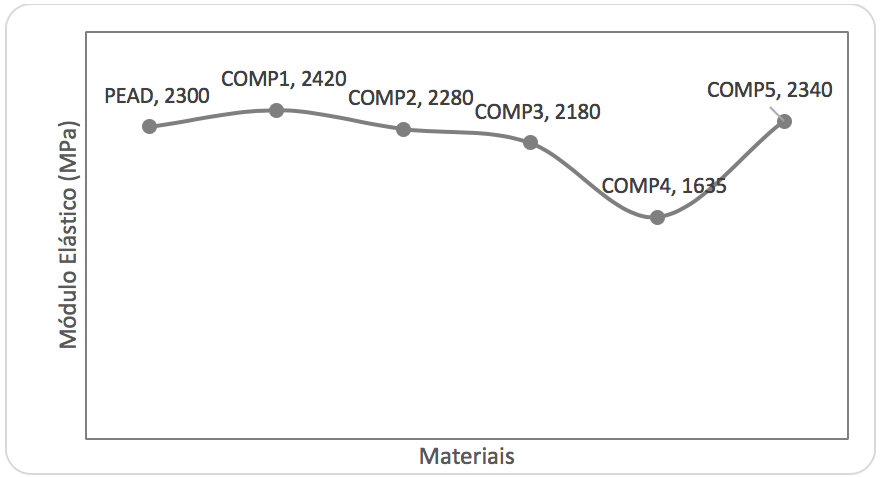
A incorporação do BCA diminui o módulo elástico dos compósitos. À medida que o diâmetro da fibra diminui, a redução do módulo elástico torna–se acentuada, como observado pela queda do valor de módulo do COMP4 (1.635 MPa). No entanto, o COMP2 preparado com a fibra do bagaço mais grossa, apresentou o valor de módulo superior ao do PEAD puro, indicando a melhora da capacidade de reforço da fibra de maior diâmetro, embora a pior dispersão observada visualmente.
Por outro lado, o COMP5 também apresentou valor de módulo aproximadamente igual ao do PEAD puro. No entanto, o aspecto visual do COMP1 preparado com a fibra mais fina do bagaço visualmente indicava melhor dispersão, justificando o aumento do módulo devido a maior interação interfacial entre matriz/ carga, contribuindo para o aumento da resistência mecânica do compósito. Entretanto, o COMP1 apresentou o maior aumento do módulo demonstrando que o balanço entre a contribuição do reforço conferido pelas fibras grossas, e a boa dispersão das fibras finas na matriz polimérica, promove o aumento da resistência mecânica dos compósitos. O balanço de propriedades das fibras grossas e finas na resistência mecânica do compósito COMP3 pode ser justificado pela ausência da modificação química superficial das fibras.
A adição das fibras do BCA ao PEAD não resultou em mudança significativa da Tg da maioria dos compósitos, como observado na Tabela 3. Porém, como observado para o módulo (Figura 5), o COMP1 apresentou o aumento da Tg, indicando que o aumento da resistência mecânica é obtido pela boa dispersão das fibras finas e pelo reforço das fibras mais grossas.
| Nomenclatura | Tg (oC) |
| PEAD | 116 |
| COMP1 | 123 |
| COMP2 | 118 |
| COMP3 | 116 |
| COMP4 | 118 |
| COMP5 | 118 |
CONCLUSÕES
A adição das fibras de bagaço de cana de açúcar como reforço à matriz polimérica provocou uma diminuição da densidade em relação ao PEAD puro, contudo a fibras com maiores diâmetros apresentaram maiores valores de densidades. Comportamento semelhante foi observado para o índice de fluidez dos compósitos. No entanto, a utilização da fibra do bagaço, não promove alterações nas propriedades térmicas dos compósitos, como observado pelas temperaturas de degradação e de fusão dos compósitos, independente do diâmetro da fibra. Porém, a incorporação da fibra como agente de reforço promoveu a redução do módulo com a diminuição do diâmetro da fibra de bagaço devido a ausência de tratamento químico da superfície da fibra.
Agradecimentos. Os autores agradecemà Fundação Carlos Chagas Filho de Amparo à Pesquisa de Estado de Rio de Janeiro (FAPERJ) pelo apoio e financiamento deste projeto.
REFERÊNCIAS BIBLIOGRÁFICAS
[1] Corrales F, Vilaseca F, Llop M, Giron‘Es J, M´Endez JA, Mutj‘EP. Chemical modification of jute fibers for the production of green–composites”, J. Hazardous Materials, 144, 730 (2007)
[2] COMPANHIA NACIONAL DE ABASTECIMENTO. Acompanhamento da Safra Brasileira de Cana–de–Açúcar, Quarto Levantamento, Brasília, p. 1–14, abr. 2014. Disponível em: <http://www.conab.gov.br>. Acesso em 03 dez. 2014
[3] Ma X, Yu J, Kennedy JF “Studies on the properties of natural fibersre inforced thermoplastic starch composites” Carbohydrate Polymers 62, 19 (2005)
[4] Sanchez EMS, Cavani CS, Leal CV, Sanchez CG “Compósito de reisna poliéster insaturado com bagaço de cana–de–açúcar: influência e do tratamento das fibras nas propriedades”, Polímeros, 20, 194 (2010)
[5] Luz SM, Gonçalves AR, Del’Arco AP jR. “Mechanical behavior and microstructural analysis of sugarcane bagasse fibers reinforced polypropylene composites”, Composites: Part A, 38, 1455 (2007)
[6] Trindade WG, Heareau W, Megiatto JD, Razera AT, Castellan A, Frollini E “Thermoret phenolic matrices reinforced with unmodified and surface–grafted furfuryl alcohol sugar cane bagasse and curaua fibers: Properties of fibers and composites”, Biomacromolecules, 6, 2485 (2005)
[7] Liu CF, Sun RC, Zhang AP, Ren JL, Wang XA, Qin MH, et al. “Homogeneous modification of sugarcane bagasse cellulose with succinic anhydride using an ionic liquid as reaction medium”, Carbohydrate Polymers, 342, 919 (2007)
[8] Brugnago RJ, Satyanarayana KG, Wypych F, Ramos LP “The effect of steam explosion on the production of sugarcane bagasse/polyester composites”, Composites, Part A 35363 (2005)
[9] Norma ASTM D2240–05, Standard Test Method for Rubber Property–Duromet,er Hardness, American Society for Testing and Materials”, en Annual Book of ASTM, 2010
[10] Norma ASTM D792–13, Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement, American Society for Testing and Materials. En Annual Book of ASTM, 2013
[11] Norma ASTM D1238–01, Melt flow Rates of Thermoplastics by Extrusion Plastometer, American Society for Testing and Materials. En Annual Book of ASTM, 2002.
[12] Leão AG “Compósitos Sustentáveis à base de Polipropileno Pós–consumo e Fibras de Bananeira Modificadas por Tratamento Químico”. Trabalho de Conclusão de Curso, Graduação em Tecnologia em Polímeros, da UEZO grau de Tecnólogo em Polímeros, sob a orientação da Professora Daniele Cruz Bastos.
[13] Barbosa AP “Características estruturais e propriedades de compósitos poliméricos reforçados com fibras de buriti”, 2011. Tese (Doutor em Engenharia e Ciência dos Materiais)–Centro de Ciência e Tecnologia, da Universidade Estadual do Norte Fluminense Darcy Ribeiro
