Marcelo G. Teixeira
Universidade do Estado da Bahia – Grupo de estudo, caracterização e desenvolvimento de novos materiais. Salvador, Bahia – Brasil. Correio Eletrônico: marcelomgt@gmail.com
Recibido: Septiembre 2019; Aceptado: Noviembre 2019
Texto completo (pdf)
Cita (APA)
Teixeira, M. G. (2020). Processo de produção de um brinquedo com compósito de resíduo particulado de MDF e poliéster termofixo. Revista Iberoamericana de Polímeros, 21(1), 31-40.
RESUMO
Este artigo tem como objetivo demonstrar uma forma de transformar o resíduo de MDF, resultado dos processos de fabricação de produtos de chapas de madeira, em novos produtos mais sustentáveis. Para isso foi usado o compósito formulado com o resíduo e resina termofixa de poliéster, apresentado em pesquisas anteriores, a qual usa até 20% do resíduo. A pesquisa foi realizada em três etapas, a primeira, foi a coleta do resíduo de MDF em uma oficina de madeira. Na segunda etapa foram preparados os moldes, badseados em processos tradicionais, usando núcleo de borracha de silicone envolto com casca de fiberglass. Na terceira e última etapa foi, preparado o traço do compósito e moldado um brinquedo, um peão de combate do tipo Blade. O resultado foi satisfatório, pois mostrou a facilidade de se moldar produtos com o compósito em processos já conhecidos, o que apontou para uma alternativa mais sustentável para este tipo de resíduo. Portanto, o estudo mostrou para a possibilidade de utilização dos compósitos de resíduos de MDF em novos produtos.
ABSTRACT
This article aims to demonstrate a way to transform MDF waste, as a result of wood sheet product manufacturing processes, into new and more sustainable products. For this, the composite formulated with the waste and thermoset polyester resin, presented in previous research, which uses up to 20% of the residue was used. The research was conducted in three stages, the first the MDF residue was collected in a woodwork. In the second stage, the molds were prepared, based on traditional processes, using silicone rubber core wrapped with fiberglass shell. In the third and last stage was prepared the composite and molded a toy, a Blade combat pawn. The result was satisfactory because it showed the ease of molding products with the composite in known processes, which pointed to a more sustainable alternative for this type of waste. Therefore, the study showed the possibility of using MDF waste composites in new products.
INTRODUÇÃO
A produção brasileira de chapas de madeira reconstituída, em 2018, foi de 8,2 milhões de metros cúbicos, um aumento de 2,8% em relação a 2017, fazendo do Brasil o 8º produtor mundial deste tipo de material [1]. A indústria de produtos fabricados com essas chapas tem no MDF (Medium Density Fibreboard) uma das suas principais matérias primas. Fabricado a partir da mistura e prensagem a altas temperaturas de fibras de celulose extraídas da madeira com resinas sintéticas aldeídicas, este material é componente básico para a fabricação principalmente de móveis, setor que usa 59% do que é produzido [2], e de tanto outros produtos, industriais e artesanais.
Por outro lado, no contexto atual da sustentabilidade ambiental, os problemas associados à exploração excessiva dos recursos naturais assim como a disposição de resíduos, ambos atribuídos à atividade antrópica, tem sido apontados como duas das principais causas de impactos negativos à ecológica. A situação da indústria de produtos em MDF, neste contexto revela-se como um exemplo de um processo ineficiente, pois existe grande dificuldade no aproveitamento e/ou na reciclagem dos seus resíduos, visto que são considerados como tóxicos [3] principalmente pela presença das resinas aldeídicas, substâncias associadas à emissão de compostos orgânicos carcinogênicos [4]. Esse quadro se agrava quando se somam o aumento da sua procura e consumo sem que se apresentem materiais alternativos para ela [5], visto que as soluções atuais são quase inteiramente voltadas para resíduos agroindustriais não perigosos, tal como a transformação de resíduos em cama de animais ou briquetes, por exemplo, mas que, ainda assim, não agregam o valor necessário [6] para que esses materiais possam retornar aos processos produtivos como novas matérias primas. A indústria de produtos em MDF, em particular, é questionada por apresentar impactos negativos quanto á várias etapas do seu ciclo de vida [7] possuindo desafios ao reuso de resíduos particulados na sua forma original devido à presença de contaminantes como metais e tintas, dentre outros, o que a torna um processo difícil realização [8], apesar de haver um potencial para transformá-los em novos painéis [9].
Existe, porem, os compósitos formulados a partir de resíduos particulados de madeira, que podem ser uma alternativa ambientalmente sustentável ao descarte, abrindo a oportunidade para o design e produção de novos produtos [6]. Tornam-se relevantes, então, pesquisas que mostrem novas formas de reciclagem e novas alternativas para que os resíduos particulados de MDF sejam transformados em novos produtos. Uma revisão na literatura, porem, indica maior preocupação com a concepção da composição dos compósitos de matriz termofixa, como as pesquisas de Motta et al [10] e Moreno e Ferreira [11] sendo raros pesquisas sobre processos de fabricação de produtos com tais materiais, como a de Teixeira [12].
A partir de uma formulação de um compósito baseado na combinação de resíduo particulado de MDF e matriz de resina termofixa de poliéster, mostrada por Teixeira [12,13], questiona-se se o mesmo poderá ser usado em processos tradicionais de moldagem, como os usados para o fiberglass. O objetivo deste artigo foi demonstrar a possibilidade de aplicação de um processo produtivo usual para produtos em fibra de vidro, comumente denominado fiberglass, em um objeto fabricado com um compósito formulado com resíduo particulado e MDF e resina poliéster termofixa. Para demostrar a pesquisa foi desenvolvido um brinquedo, um peão de combate tipo “blade”, que, embora tenha pequenas dimensões, permitiu a sistematização e o registro das etapas produtivas.
MATERIAIS E MÉTODOS
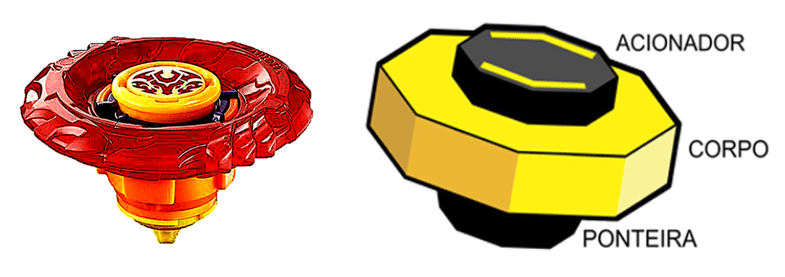
O experimento se dividiu em três etapas: Etapa 01, com a coleta dos resíduos, seguido da Etapa 02, a produção do molde e finalizado com a Etapa 03, a formulação do compósito e moldagem do produto. Optou-se pela concepção de um peão de combate do tipo “blade”, figura 1, um brinquedo para crianças a partir dos 5 anos. É um produto simples, mas exequível dentro das técnicas abordadas pelo processo do molde fechado. Sua concepção não foi abordada neste artigo por este dar ênfase ao material e ao processo produtivo.
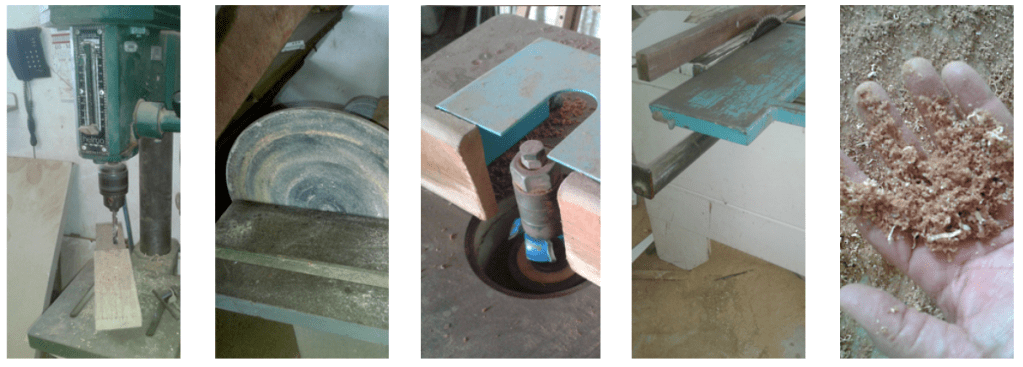
Etapa 01: coleta de resíduos de MDF. Realizada na oficina de madeira da Universidade do Estado da Bahia. Grande parte do material coletado foi proveniente da cerra circular, da furadeira de bancada e da lixadeira, equipamentos comuns nas oficinas de marcenaria que usam MDF, ficando depositado no chão, ao redor das máquinas, coletado e descartado diariamente. O resíduo é bastante fibroso, possui uma cor marrom acinzentado e uma textura esponjosa e macia, A figura 2 retratou o momento da coleta.
Etapa 02: produção do molde. A etapa seguinte foi a construção do molde, a qual foi uma síntese baseada nas sugestões feitas por Diez [14], pela IBEX [15], pela Easy Composites [16], por Jackson e Day [17] e pela Silaex [18], buscando uma aproximação com processos similares aos usados nos processos produtivos comuns. Essa preocupação de usar várias referências se justifica pela necessidade de se observar a aplicação do compósito em teste em processos produtivos tradicionais.
Foi usado o conceito do molde fechado tipo luva, do tipo com molde e contramolde, com núcleo flexível em borracha de silicone e casca rígida em fiberglass. Essa solução técnica foi baseada na forma do produto, que, por ter partes em ângulos retos, poderia apresentar dificuldades de desmoldagem. O uso da borracha de silicone é indicado como solução desse tipo de problema devido a sua flexibilidade e por ser auto desmoldante. Além disso, esse tipo de molde, com casca, é mais barato, devido ao uso reduzido de borracha de silicone, se comparado com aqueles que usam apenas a borracha [15].
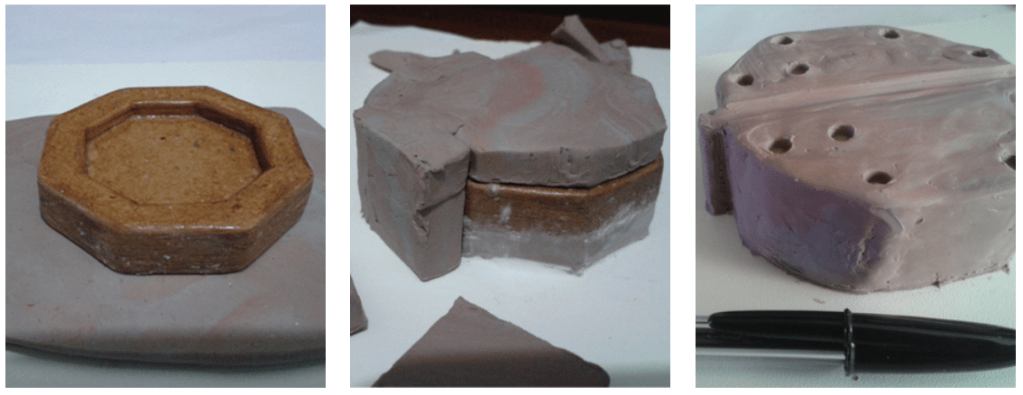
O plug. Primeiramente foi produzido o plug, modelo com a volumetria desejada para uso como matriz do molde. Neste caso foi montado com papelão couro e técnicas de cartonagem, com o uso de estilete, cola branca e lixa de madeira. O plug foi montado em 3 partes: o corpo, com diâmetro de 5 cm, o acionador e a ponteira ambas com diâmetro de 3,5 cm, mostrados na Figura 3. Esse artigo descreve apenas a moldagem do corpo, sendo que as outras peças foram moldadas de forma semelhante.

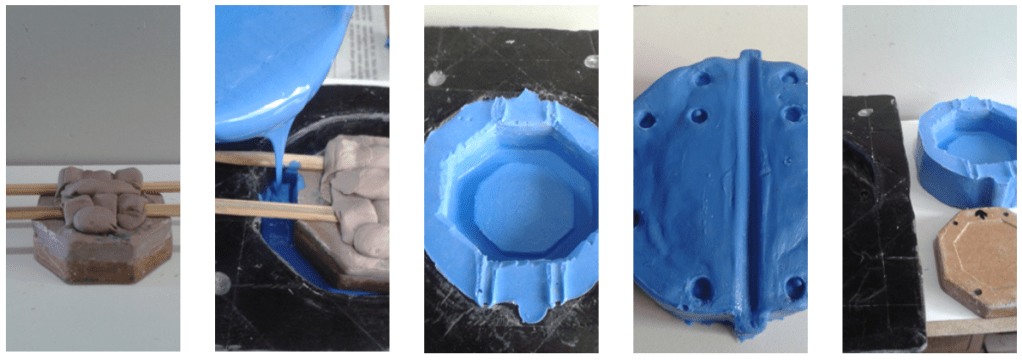
A capa de plastilina. Nesta etapa, o plug do corpo foi envolto com uma capa de plastilina, com aproximadamente 0,5 cm de espessura, com o objetivo de se criar o volume da cavidade do o núcleo de borracha. A plastilina foi moldada com espátula, estilete e com as mãos. Foram acrescentados orifícios rasos e um rasgo de marcação, com o propósito de criar no núcleo de borracha, os encaixes de fixação do mesmo com a capa rígida. Parte da sequencia de moldagem está retratada na Figura 4.
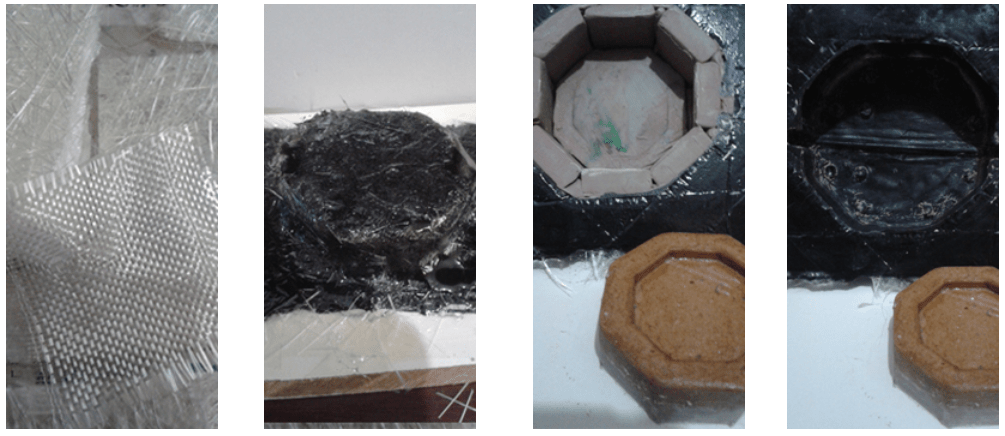
A casca rígida. Nesta etapa, foi aplicada duas camadas de fiberglass sobre o plug coberto com plastilina. Foram usados a manta de 450 g/m2 e o tecido 130 g/m2. Após o endurecimento da casca, o plug e a plastilina foram retirados, revelando, assim, a cavidade de moldagem para o núcleo flexível. A Figura 5 registra momentos desta fase, com destaque para a plastilina ainda no interior da casca.
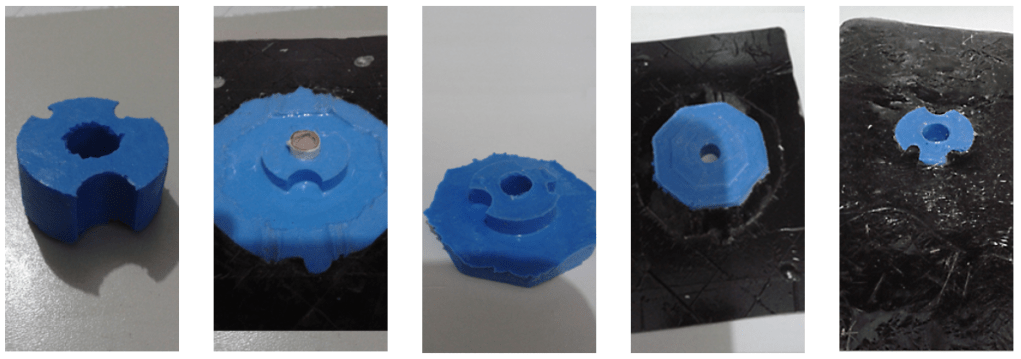
O núcleo de borracha. Nesta fase foi moldado o núcleo flexível com borracha de silicone. Como visto na Figura 6 da esquerda para a direita, primeiramente foi montado um suporte para o plug, necessário para afastá-lo do fundo da cavidade. Logo em seguida o silicone líquido foi vertido na cavidade, tendo o plug fixado na posição em que na qual foi gerada a cavidade do de moldagem do produto.
Produção do contramolde. O contramolde, ou tampa, foi moldado em duas partes, tal como o molde; com casca rígida e núcleo flexível. Neste último foi previsto um sistema de encaixe com um orifício passante, o qual serviu tanto como sistema fixador do núcleo flexível à casca, quanto como o respiro, para saída de excesso de material na hora da moldagem do produto. Essa parte foi moldada separadamente e unida ao núcleo flexível posteriormente. Logo em seguida foi moldada a casca em fiberglass, seguido os mesmos passos da moldagem do molde. Partes dessa etapa são vistos na Figura 7.
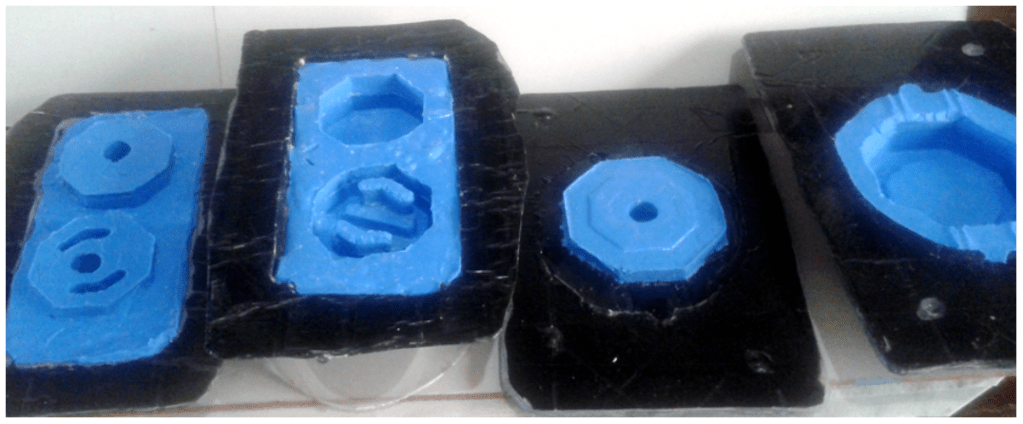
Finalizando essa etapa, foram produzidos o molde e o contramolde das demais peças, o acionador e a ponteira, seguindo todas as etapas demonstradas anteriormente. Essas peças compartilham o mesmo molde, solução que objetivou a economia de material e de etapas de produção. Todos os moldes são mostrados na Figura 8.
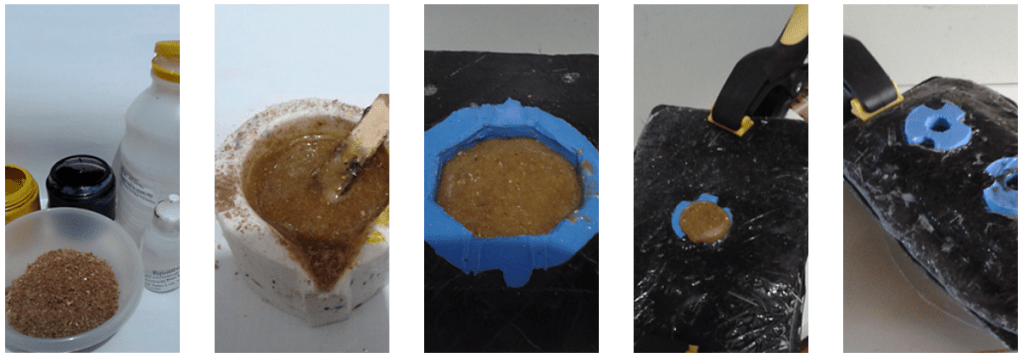
Formulação do compósito e moldagem do produto. O compósito foi formulado seguindo a sugestão de Teixeira [13], que desenvolveu vários traços de um compósito a partir de resíduo particulado de MDF. O resíduo particulado foi usado sem tratamento ou processamento algum, ou seja, usado na mesma condição que foi coletado. Foi adotado a formulação do traço com o uso de 20% de resíduo particulado e resina termofixa Poliéster Cristal Arazyn 1.0, uma resina de uso geral, cristalina e incolor e curada a frio com o catalisador MEK (peróxido de metil-etil-cetona) à 2%. O objetivo dessa decisão por usar resíduo sem tratamento foi a busca pela simplificação e diminuição das etapas de reciclagem e o barateamento do processo, a fim de torna-lo mais acessível e sustentável.
Com o objetivo de dar qualidade estética ao produto e seguindo a ilustração da figura 2, as peças foram coloridas, de acordo com Teixeira [12], com pigmentos de poliéster, um material comum para laminação em fiberglass, nas cores amarela para o corpo e preto para o acionador e para a ponteira. Os pigmentos foram misturados ao compósito nas quantidades de 3%. A moldagem foi feita primeiramente com a separação quantitativa dos materiais usados. Em seguida as partes foram misturadas e vertidas nas cavidades dos moldes, como se vê na figura 9.
O produto final é visto na figura 10, com as dimensões e funcionalidade dentro do que foi esperado.

RESULTADOS E DISCUSSÕES
O processo de moldagem de produtos em compósitos em borracha de silicone é considerado como tradicional, indo desde produções artesanais e alcançando processos industrializados [14]. Esse processo e seus similares, essencialmente manuais ou semi-manuais, são fáceis de produzir e manipular, tendo como vantagens a redução da geração de rebarbas, em comparação com moldes abertos, sem contramolde. Outras vantagens são o controle da espessura das paredes da peça em produção e da redução da emissão de vapores orgânicos voláteis [6].
Verificou-se que o compósito ainda em estado viscoso, facilitou sua acomodação no molde, vertendo sem dificuldade para seu interior. Ficou em evidência a importância do respiro na hora do fechamento do molde, orifício no qual o excesso de material pôde vazar, diminuindo a presença de bolhas de ar sem comprometer o volume do produto.
Entretanto este processo de moldar um produto com forma geométrica em pequenas dimensões, apesar de indicar a facilidade de produção de peças de volume simples, fáceis de serem moldadas e desmoldadas, não expôs as dificuldades de se produzir peças maiores e com formas mais complexas.
O produto finalizado, apesar de ter paredes espessas em comparação aos similares industrializados feitos de termoplásticos e metal, no entanto demonstrou ser frágil quanto a impactos muito fortes, indicando a necessidade de incluir na composição MDF + Resina termofixa ortofitálica, novos tipos de reforços mais resistentes, o que inclui reforços de fibras longas, como as de rami, conforme explicou Motta [10] ou fibras de curauá, como explicou Silva [19]. Apesar das limitações, verificou-se êxito no uso do resíduo como matéria prima para novos produtos, quando misturado com resinas termofíxas, formando um eco-compósito útil.
CONSIDERAÇÕES FINAIS
O processo sugerido para moldar produtos com o compósito cumpriu o objetivo da pesquisa. Demonstrou que processos tradicionais podem ser usados para esse fim sem grandes modificações ou adaptações o que facilita a sua aplicação nas unidades de fabricação ou mesmo em processos artesanais. Por outro lado, foi demonstrado mais uma alternativa sustentável para resíduos como o de MDF, ao transformá-lo em produtos.
Apesar disso sugere-se a pesquisa de novos tipos de resinas termofíxas, principalmente as mais sustentáveis assim como o acréscimo ao compósito de reforços de fibras longas, com a finalidade de se aumentar a resistência física das peças fabricadas. Sugere-se também a pesquisa com novas formas de produção, uso de outros tipos de molde, tal como os moldes abertos e o design de novos produtos usando o compósito aqui demonstrado. Além disso, a caracterização físico–mecânica deste compósito, a fim de buscar futuras aplicações para o mesmo.
REFERÊNCIAS
- IBÁ Indústria Brasileira de Árvores. Relatório 2019. P. 53 Disponível em https://iba.org/datafiles/ publicacoes/relatorios/iba-relatorioanual2019.pdf Acesso em 12 de outubro de 2019
- Gnoatto GB, Mercado de Painéis de Madeira Reconstituída. IBÁ. pp 11. 2014. Disponível em http://docplayer.com.br/9882572-Mercado-de-paineis-de-madeira-reconstituida-graca-b-gnoatto-31-10-2014.html Acesso em 12 de outubro de 2019.
- BRASIL. ABNT NBR 10004. Resíduos sólidos – Classificação. 2004. Disponível em https:// analiticaqmcresiduos.paginas.ufsc.br/files/2014/07/Nbr-10004-2004-Classificacao-De-Residuos-Solidos.pdf Acesso em 12 de outubro de 2019
- USA. Consumer Product Safety Commission. An update on formaldehyde. Publication 725. P. 7. 2016 Disponível em https://www.cpsc.gov/s3fs-public/An-Update-On-Formaldehyde-725_0.pdf Acesso em 12 de outubro de 2019
- Gomes JI, Sampaio SS “Aproveitamento de resíduos de madeira em três empresas madeireiras do Estado do Pará” en Comunicado Técnico 102. EMBRAPA. 2004 Disponível em http://ainfo.cnptia.embrapa.br/digital/bitstream/item/27686/1/com.tec.102.pdf Acesso em 12 de outubro de 2019
- Teixeira MG “Aplicação de conceitos da ecologia industrial para a produção de materiais ecológicos: o exemplo do resíduo de madeira”. Dissertação. UFBA. 2005. Disponível em http://www.teclim.ufba.br/site/material_online/dissertacoes/dis_marcelo_g_teixeira.pdf Acesso em 12 de outubro de 2019
- Freire ALF et al. “Impactos ambientais de painéis de madeira e derivados – Uma revisão de literatura”. Espacios, 36(10), 3 (2015). Disponível em http://www.revistaespacios.com/a15v36n10/ 15361004.html Acesso em 12 de outubro de 2019
- Elias R, Harrison M “Recycling MDF: are we there yet? Wood Based Panels Magazine” (on line). 2012. Disponível em http://www.wbpionline.com/features/recycling-mdf-are-we-there-yet/ Acesso em 12 de outubro de 2019.
- Weber C. Iwakiri S “Utilização de resíduos de compensados, MDF e MDP para produção de painéis aglomerados”, Ciência Florestal, 25(2) 2015. Disponível https://periodicos.ufsm.br/index.php/ cienciaflorestal/article/view/18460 Acesso em 12 de outubro de 2019.
- Motta LAC et al. “Painéis sanduíches de poliéster reforçado com fibras de rami para aplicação na Construção Civil”, Matéria 21(3), 2016. Disponível em http://www.scielo.br/pdf/rmat/v21n3/1517-7076-rmat-21-03-00796.pdf Acesso em 13 de outubro de 2019.
- Moreno JRS, Ferreira EA “Avaliação das propriedades térmicas de um compósito polimérico com sabugo de milho triturado”, Rev. Iberoamericana de polímeros, 19(3), 2018. Disponível em https://reviberpol.org/wp-content/uploads/2019/02/2018-19-3-104-115-sartori-y-col..pdf Acesso em 13 de outubro de 2019.
- Teixeira MG “Desenvolvimento e aplicação de paleta de cores em um produto feito de compósito de resíduo particulado de MDF com poliéster termofixo”, Rev. Iberoamericana de polímeros, 18(2), 2017. Disponível em https://reviberpol.org/wp-content/uploads/2019/06/2017-18-2-teixeira.pdf Acesso em 13 de outubro de 2019.
- Teixeira MG “Compósito de resíduo particulado de mdf com poliéster termofixo: concepção e propriedade de cópia de texturas”, Rev. Iberoamericana de polímeros, 17(5), (2016). Disponível em https://reviberpol.org/wp-content/uploads/2019/07/2016-teixeira.pdf Acesso em 13 de outubro de 2019.
- Diez SG “La tecnología de los elastómeras RTV (vulcanización a temperatura ambiente) y su aplicación en la escultura”, Revista Iberoamericana de Polímeros 7(2), 127. Disponível em: http://www.ehu.eus/reviberpol/pdf/MAY06/garcia.pdf Acesso em 8 de janeiro de 2016.
- IBEX. Borracha de Silicone. 2015. Disponível em: https://bit.ly/2IMzTtG Acesso em 13 de outubro de 2019
- Easy Composites. How to Make a Carbon Fiber Car Bonnet/Hood (parts 1 to 3). 2012. Disponível em: https://www.youtube.com/watch?v=UgKvDw1E60E Acesso em 13 de outubro de 2019.
- Jackson A. Day D “Manual de Modelismo”. Londres, Hermann Blume, 1981
- SILAEX. Guia Passo a Passo para Confecção de Moldes. 2015. Disponível em: http://www.silaex.com.br/guia_passo_a_passo_.htm Acesso em 13 de outubro de 2019.
- Silva HSP. Desenvolvimento de compósitos poliméricos com fibras de curauá e híbridos com fibras de vidro. Dissertação UFRS. 2010. Disponível em: https://lume.ufrgs.br/bitstream/handle/10183/25437/ 000752517.pdf?sequence=1 Acesso em 13 de outubro de 2019.
