Ingrid S. A. Santana1, Marcelo G. Teixeira2
1) Centro Universitário Ruy Barbosa. Salvador, Bahia – Brasil. Correio Eletrônico: ingridsantana.is@outlook.com
2) Universidade do Estado da Bahia – Grupo de estudo, caracterização e desenvolvimento de novos materiais. Salvador, Bahia – Brasil. Correio Eletrônico: marcelomgt@gmail.com
Recibido: Septiembre 2019; Aceptado: Octubre 2019
Texto completo (pdf)
Cita (APA)
Santana, I. S. A., Teixeira, M.G., (2019). Desenvolvimento de compósito de matriz de poliéster termofixo reforçado com bagaço de cana–de–açúcar. Revista Iberoamericana de Polímeros, 20(6), 255-261.
RESUMO
O processamento da cana–de–açúcar produz elevadas quantidades de resíduos, na forma de bagaço, os quais podem ser descartados como lixo se não houver uma alternativa sustentável de reutilização. O objetivo deste artigo é mostrar a concepção de um compósito pela mistura de bagaço com resina de poliéster insaturado, a partir de duas caracterizações do resíduo, como maneira de produzir um material ecológico para uso na fabricação de produtos para as áreas de arquitetura e design. A pesquisa foi realizada em duas etapas, a primeira, com o levantamento de trabalhos científicos na área, para caracterização da fibra e escolha da resina, como também e coleta do material para secagem a 60 e a 105°C, com base na metodologia de tratamento da fibra de Graebin. A segunda etapa foram preparados as misturas experimentais, formadas por resina de poliéster e fibra, nas proporções em gramas de fibra–resina de 14–86 e 10–90, que resultou na confecção de duas amostras moldadas em fôrmas de silicone no formato 10·10 cm, com aspecto final rígido e coeso. Portanto, o estudo aponta para a possibilidade de utilização dos compósitos em novos produtos.
ABSTRACT
Processing of sugarcane produces high amounts of waste, in the form of bagasse, which can be discarded as waste if there is no sustainable alternative to reuse. The objective of this article was to show the design of a composite by mixing bagasse with unsaturated polyester resin, from two fiber characterizations, as a way to produce an ecological material for use in the manufacture of products for the areas of architecture and design. The research was carried out in two stages, the first, with the survey of scientific works in the area, for characterization of the fiber and choice of resin, as well as collection of material for drying at 60 and 105°C, based on the Graebin, fiber treatment methodology. The second stage deals with the experimental mixtures formed by polyester resin and fiber, in the proportions in grams of fiber–resin of 14–86 and 10–90, which resulted in the preparation of two samples molded in silicone form in the format 10·10 cm, with final appearance rigid and cohesive. Therefore, the study points to the possibility of using composites in new products.
INTRODUÇÃO
Os problemas ecológicos em ascensão no cotidiano da sociedade contemporânea vêm representando um grande desafio para a preservação ambiental e a indústria da cana–de–açúcar, uma das maiores indústrias do Brasil, é um exemplo de um desses desafios. Com produção estimada para a safra 2019/20, de 622,3 milhões de toneladas, segundo a Conab (Companhia Nacional de Abastecimento) [1], produz, por outro lado, grandes quantidades de resíduo na forma de bagaço. Segundo Neves e Nonejero [2], a cana é dividida em 33% de caldo (matéria–prima para açúcar e etanol), 33% de pontas e palhas e 33% de bagaço, este último resultado do esmagamento do caule para a extração do caldo, Então, tomando como base a estimativa da safra brasileira conforme dito anteriormente, é esperado cerca de 205,359 milhões de toneladas de bagaço para o período de 2019/20.
Ainda segundo Neves e Nonejero [2] praticamente todos os resíduos da agroindústria canavieira podem ser reaproveitados: o lodo e a vinhaça, como adubo e fertilizantes; o bagaço, para a produção de celulose, em processos de compostagem [3] e, principalmente, como biomassa para fins energéticos [4].
Por outro lado, compósitos formulados a partir de resíduos agroindustriais ou de indústrias correlatas, tais como mostrados nas pesquisas que usaram a serragem de madeira [5] ou o resíduo particulado de MDF (Medium Density Fibreboard) [6], podem ser uma alternativa ambientalmente sustentável ao descarte. Neste caso o aproveitamento do bagaço da cana–de–açúcar na formulação de compósitos, surge como alternativa válida tanto para minimizar o descarte, quanto como alternativa para novos materiais e produtos mais sustentáveis. O objetivo da pesquisa relatada neste artigo é conceber um compósito obtido pela mistura de bagaço de cana–de–açúcar com resina de poliéster insaturado, na busca de evidenciar a possibilidade da nova utilização deste resíduo como material de fabricação de novos produtos e assim contribuir para a proteção meio ambiente, em especial no âmbito do Design e da Arquitetura.
PARTE EXPERIMENTAL
Coleta e caracterização dos resíduos. O bagaço da cana de açúcar foi cedido pela empresa Agras Indústrias do Vale do São Francisco (AGROVALE) localizada no norte do estado da Bahia, no nordeste do Brasil, que produz açúcar, etanol e é fornecedora de bioeletricidade.

A coleta do bagaço foi realizada após o processo de extração do caldo da cana (Figura 1), onde o mesmo segue para descarte, dando a possibilidade para qualquer pessoa tome posse dos mesmos. O bagaço da cana coletado foi analisado visualmente e caracterizado como um material de fibras ainda molhadas, amassadas, mas em bom estado físico.
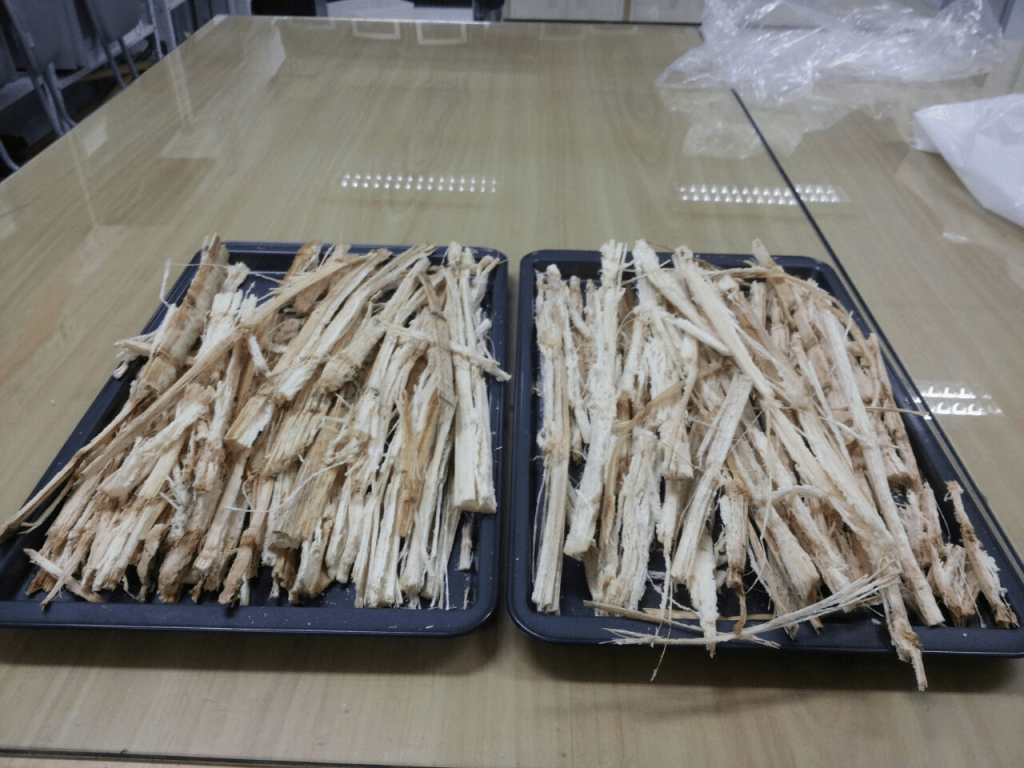
Secagem. A secagem é o processo aplicado ao material para a eliminação da umidade presente na estrutura do mesmo. Essa etapa busca evitar problemas de adesão na hora da mistura com a resina por essa ser hidrófoba. Para a elaboração deste primeiro passo, foi usado o procedimento adotado por Graebin [7] que realizou um estudo sobre a secagem detalhada do bagaço da cana–de–açúcar em diferentes temperaturas, mas que foi adaptado quanto ao tempo de secagem passando de 24 horas para 3 horas. Esse tempo prevê a diminuição da utilização de energia no processo de produção. Assim, o material coletado foi dividido manualmente em duas bandejas conforme a figura 2. O processo de secagem foi feito em uma estufa de secagem da marca QUIMIS. As temperaturas usadas foram especificadas por Graebin [7] que se caracterizam entre 60 e 105ºC durante um tempo de 3 horas conforme dito anteriormente.
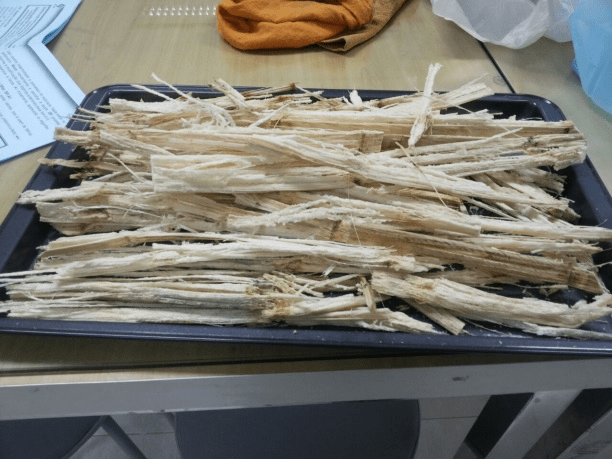

Após o período estipulado, o material foi retirado da estufa e foi possível perceber que o material secado pela temperatura de 60ºC estava ainda em forma da textura normal da cana de açúcar (Figura 3), mas com uma diminuição da umidade do material. O segundo, onde foi aplicada a temperatura de 105ºC, foi observado que o material apresentava a eliminação total da umidade e uma textura quebradiça após o processo (Figura 4).
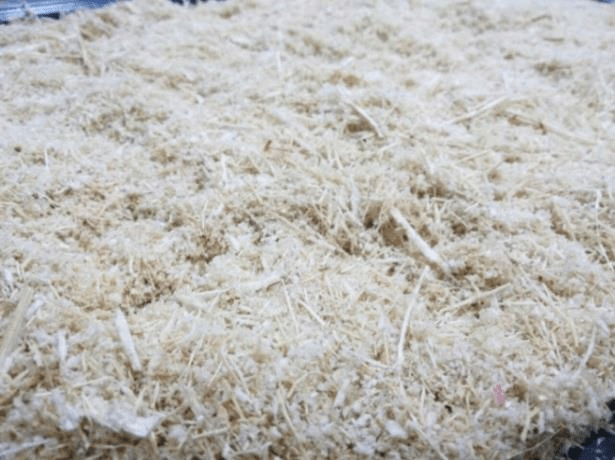
Trituração. Os materiais dispostos em duas temperaturas diferentes, agora com características também diferentes, foram levados diretamente para o processo de trituração. A trituração é o processo pelo qual o material é fragmentado passando a se apresentar como partículas de tamanho mais compactam do que o material original. Os dois tipos de bagaço secos foram levados diretamente para o liquidificador industrial, marca METVISA. Foi determinado um tempo de 3 minutos para ambos. Após esse processo os materiais apresentaram características distintas: o material submetido a 60ºC teve como resultado pós–trituração a presença majoritária de fibras curtas e firmes que trouxeram uma característica mais volumosa para a composição pós–secagem do material (Figura 5). O material que recebeu a temperatura de 105ºC, depois de triturado, obteve a aparência de pó, mas com algumas fibras curtas ainda, onde se concluiu que a secagem, ao ser mais agressivo, deixou o material com pouca característica fibrosa e mais particulada (Figura 6).

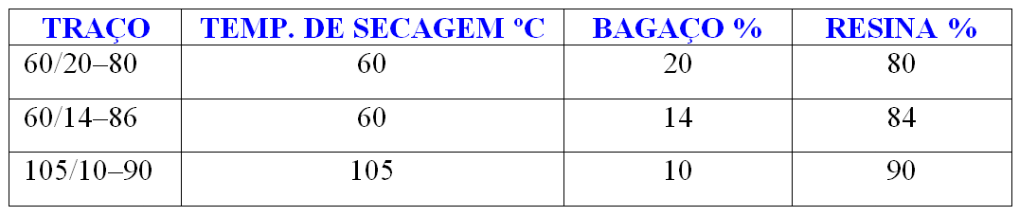
Ambos foram analisados em cada uma das suas situações e utilizadas no processo de mistura da composição do material para ser analisado com suas características especificas.Determinação dos traços e confecção das amostras. A resina usada como matriz do compósito foi a Poliéster Cristal Elekeiroz UC 2012, uma resina de uso geral, a qual se recomendam cuidados moderados com o manuseio [8], A mesma foi catalisada com MEK (peróxido de metil–etil–cetona) à 2%. O compósito foi formulado baseado no método sugerido por Teixeira [5], no qual especificou um traço com 20% de resíduo a porcentagem máxima de uso do mesmo, com resultados negativos na cura do compósito quando se excedeu tal valor. A resina foi designada, então, tendo como base testes preliminares em relação à porcentagem para os dois resíduos: 80, 86, e 90%, conforme a quadro 1.
Foi usada uma balança eletrônica digital para ter a quantidade exata dos materiais utilizados tanto o bagaço quanto a resina. Foi determinada a produção de placas usando os traços dos compósitos em molde aberto de borracha de silicone usados por Teixeira [9], com dimensões de 10 cm·15 cm (Figura 7).
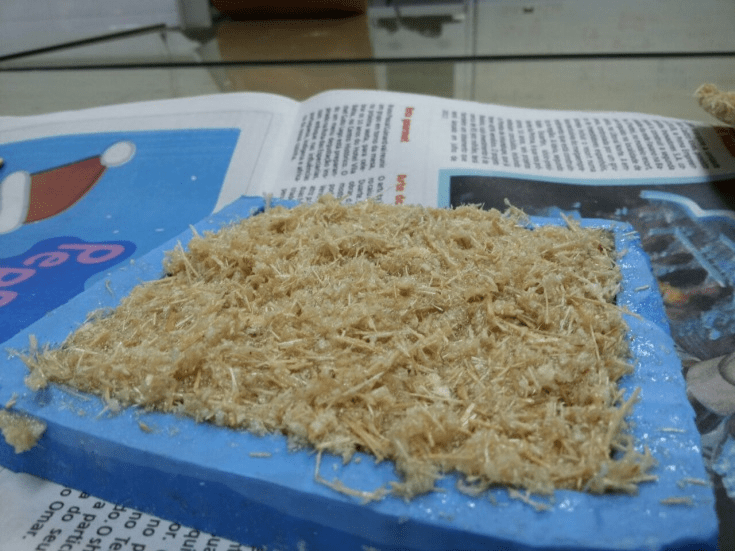
Uma característica positiva e fundamental do silicone é a facilidade como a placa de composição é retirada, levando em consideração que o mesmo é um material autodesmoldante, o que traz facilidade na manufatura do produto. O processo de cura do material levou entre 3 e 4 horas para que estivesse com a parte liquida em estado sólido.
RESULTADOS E DISCUSSÕES
Quanto aos testes preliminares. Foi observado que o traço usando o bagaço seco a 60ºC misturado com 80% da resina (traço 60/20–80) apresentou dificuldades quanto a homogeneização e cura, não aderindo de forma satisfatória à matriz. O mesmo necessitou quantidades extras de catalisador e também um tempo bem maior para cura. Esses resultados refletiram sua inaplicabilidade prática, levando ao seu abandono.
Os valores levados em consideração para análise de estudo foram as proporções de 14% do bagaço seco a 60ºC com 86% de resina (traço 60/14–86) e 10% do bagaço seco a 105ºC com 90% de resina (traço105/10–90). As proporções são dos materiais com características em distinção, trazendo o comparativo e as diferenças de adesões que ambos tiveram.
Na etapa da secagem constata–se que o método proposto por Graebin [7] teve um bom rendimento ao ser adaptado na questão de horas de secagem. Ao analisar o material em diferentes temperaturas foi possível enxergar que três horas foram necessárias para que o material se encontrasse em condições de realização da mistura. Dessa forma, a diminuição de 24 horas, estipulado pelo artigo base, para 3 horas, trouxe um novo viés de redução do uso de energia na fabricação do material, fator fundamental quando se relaciona a sustentabilidade.
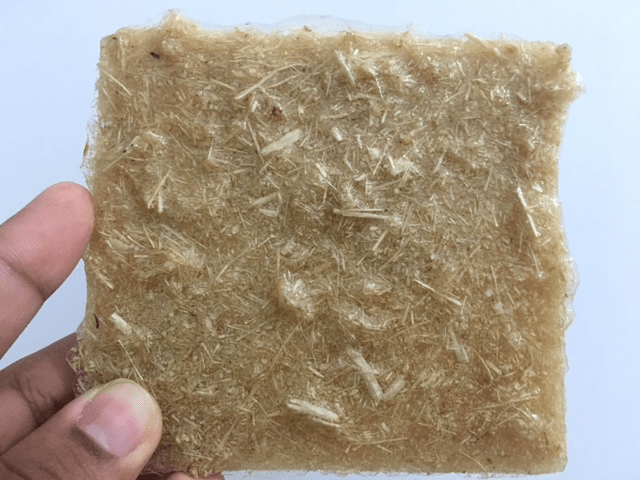
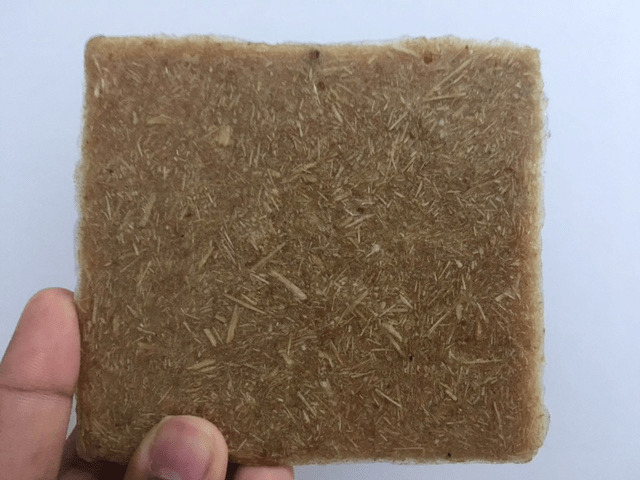
Quanto aos traços testados. O traço 60/14–86 apresentou uma demora na catalisação e falhas com a união com a matriz, não tão acentuada quanto o traço com 20–80, mas resultado considerado suficientemente negativo em relação às características físicas, com a placa ficando flexível à aplicação de força manual, quando se esperava rigidez.
O traço 105/10–90 apresentou facilidade de mistura com a matriz, com boa adesão entre fibra e resina, e tempo de cura normal, assim como mostrou a rigidez esperada quando testadas manualmente. Isso decorreu da diferença no processo de secagem onde o material passou por 105ºC de temperatura obtendo assim, após a trituração, fibras em pó, ficando com características de uma carga particulada, com fragmentos menores, atributo que idealizou a melhor composição do material.
CONCLUSÕES
Em relação ao propósito de reutilização do bagaço da cana de açúcar como matéria prima para a formulação de compósitos mais sustentáveis, os resultados alcançados demonstraram a sua viabilidade, se for adequadamente preparado termicamente e com a devida trituração. Assim, este material considerado lixo, que antes seria descartado ou queimado, torna–se mais uma alternativa para o uso de resíduos da indústria da cana–de–açúcar, por permitir seu retorno aos processos produtivos.
Contudo, os testes aqui realizados não exaurem as dúvidas a respeito do compósito de bagaço de cana com matriz de poliéster insaturado. Como proposta para novas pesquisas, sugere–se estudar primeiramente a formulação de novos traços com maior variedade nas proporções entre bagaço e resina. Sugerem–se também ensaios para testar as características físicas, mecânicas e térmicas, que estes materiais possam vir a apresentar. As formas de manufatura e de transformação do compósito em produtos assim como pesquisas quanto sua reciclabilidade também devem ser adicionadas às futuras pesquisas.
REFERÊNCIAS
- Brasil, Companhia Nacional de Abastecimento–Conab. Acompanhamento da safra brasileira de cana–de–açúcar. 1, 8 (2019), Brasília, Brasil. Disponível em: https://www.conab.gov.br/info–agro/safras/cana/boletim–da–safra–de–cana–de–acucar. Acesso em setembro de 2019.
- Neves M F. Conejero M A. Estratégias para a cana no Brasil. São Paulo. Editora Atlas, 2018, p. 61. Disponível em: http://www.favaneves.org/wp–content/uploads/2018/03/Livro–Estrategias–para–a–Cana–no–Brasil–Fava–Neves–Conejero–Editora–Atlas–2010.pdf Acesso em setembro de 2019
- Schneider CF et al. Formas de gestão e aplicação de resíduos da cana–de–açúcar visando redução de impactos ambientais. Revista Verde de Agroecologia e Desenvolvimento Sustentável, v. 7, n. 5, p. 08–17, 2012. Disponível em: http://www.gvaa.com.br/revista/index.php/RVADS/article/view/1836 . Acesso em setembro de 2019
- Neto HF da S et al. Produção e produtividade de bagaço da cana–de–açúcar ao longo da safra, visando a cogeração de energia. Enciclopédia Biosfera, Centro Científico Conhecer – Goiânia, 7(12), 1 (2011). Disponível em: http://www.conhecer.org.br/enciclop/2011a/agrarias/Producao%20e%20produtividade. pdf Acesso em setembro de 2019
- Teixeira MG, César SF “Produção de compósito com resíduo de madeira no contexto da ecologia industrial. Madeira: arquitetura e engenharia 7(19), 2006. Disponível em: http://madeira.set.eesc.usp.br/ article/view/219 Acesso em setembro de 2019
- Teixeira M G. Desenvolvimento e aplicação de paleta de cores em um produto feito de compósito de resíduo particulado de MDF com poliéster termofixo, Rev. Iberoam. Polim., 18(2), 2017, p 98–106. Disponível em: https://reviberpol.org/wp-content/uploads/2019/06/2017–18–2–teixeira.pdf Acesso em setembro de 2019
- Graebin GO “Secagem do bagaço de cana–de–açúcar e estudo da sua aplicação na remoção de metal pesado”. Universidade Estadual do Oeste do Paraná – Unioeste, Toledo, Paraná. 2014. Disponível em: http://tede.unioeste.br/handle/tede/1837. Acesso em setembro de 2019.
- Elekeiroz. Tabela–uceflex–2016. São Paulo, 2016. Disponível em: https://www.elekeiroz.com.br/wp–content/uploads/2016/09/C%C3%B3pia–de–C%C3%B3pia–de–Tabela–uceflex–2016–Portugues–20160908.pdf Acesso em setembro de 2019
- Teixeira MG “Compósito de resíduo particulado de MDF com poliéster termofixo: concepção e propriedade de cópia de texturas”, Rev. Iberoam. Polim., 17(5), 247 (2016). Disponível em: http://www.ehu.eus/reviberpol/pdf/SEPT16/teixeira.pdf Acesso em setembro de 2019
