Eduardo Ruiz-Silva1, Luis C. Rosales-Rivera1, César Gómez1, Jorge R. Robledo-Ortíz2, Denis Rodrigue3, Rubén González-Núñez1*
1) Departamento de Ingeniería Química, Universidad de Guadalajara, Blvd. Gral. Marcelino García Barragán #1421, Guadalajara, Jalisco 44430, México. Correo electrónico: ruben.gnunez@academicos.udg.mx
2) Departamento de Madera, Celulosa y Papel, Universidad de Guadalajara, Carretera Guadalajara-Nogales km 15.5, Las Agujas, Zapopan, Jalisco 45510, México.
3) Department of Chemical Engineering and CERMA, Université Laval, Quebec, Quebec G1V 0A6, Canada.
Recibido: Julio 2019; Aceptado: Agosto 2019
Texto completo (pdf)
Cita (APA)
Ruiz-Silva, E., Rosales-Rivera, L. C., Gómez, C., Robledo-Ortíz, J. R., Rodrigue, D., González-Núñez, R. (2019). Moldeo rotacional de mezclas de poli(ácido láctico)/polietileno compatibilizadas. Revista Iberoamericana de Polímeros, 20(5), 221–235.
RESUMEN
En este trabajo se estudió la compatibilización con anhídrido maleico injertado en polietileno (MAPE) a mezclas inmiscibles de poli(ácido láctico) y polietileno lineal de media densidad (PLA/PELMD) procesadas por moldeo rotacional. Previamente, los componentes se combinaron mediante simple mezclado en seco a diferentes relaciones de peso (100:0, 75:25, 50:50, 25:75 y 0:100) utilizando una licuadora industrial. Las piezas obtenidas por rotomoldeo se caracterizaron mediante microscopía electrónica de barrido (SEM), propiedades térmicas (DSC y TGA) y mecánicas (tensión, flexión e impacto). Tras la adición del MAPE se obtuvieron incrementos en los módulos de tensión y flexión de hasta 29,7 y 33,2%, respectivamente, en comparación con las mezclas sin compatibilizar. Por otra parte, se observó un efecto sinérgico en la resistencia al impacto para las mezclas incluso sin la presencia de MAPE en la muestra.
ABSTRACT
In this work, the compatibilization effect of maleic anhydride grafted polyethylene (MAPE) in immiscible blends of poly(lactic acid) and linear medium density polyethylene (PLA/PELMD) processed by rotational molding was studied. Previously, the components were combined by simple dry-blending at different weight ratios (100:0, 75:25, 50:50, 25:75 and 0:100). The obtained pieces were characterized by scanning electron microscopy (SEM), as well as in terms of their thermal (DSC and TGA) and mechanical (tension, flexural and impact) properties. After MAPE addition, increases in tension and flexural modulus were obtained up to 29,7 and 33,2%, respectively, compared with the uncompatibilized blends. On the other hand, a synergistic effect in the impact strength for the blends was observed even without the presence of MAPE in the sample.
INTRODUCCIÓN
El moldeo rotacional (MR) es un proceso empleado para la fabricación de piezas huecas con formas complejas y de gran tamaño. Este proceso presenta ciertas ventajas sobre otras técnicas de procesamiento tales como menores esfuerzos residuales en las piezas fabricadas, maquinaria y moldes relativamente más económicos, y una mayor flexibilidad para la obtención de partes con diferentes colores y espesores [1,2].
Una de las principales desventajas del MR es la poca disponibilidad de materiales adecuados para su uso y el costo operativo que se deriva del acondicionamiento de nuevas resinas. Se estima que alrededor del 90 % de los productos fabricados mediante MR son de polietileno (PE) debido a su bajo costo, bajo punto de fusión y buena estabilidad térmica [2–4]. Sin embargo, debido a su naturaleza química, el PE posee una alta resistencia a la biodegradación y su acumulación en el medio ambiente se ha convertido en un problema de contaminación global. Una forma efectiva de combatir esta problemática es desarrollar materiales parcialmente biodegradables que contribuyan a disminuir el volumen de desechos plásticos al final de su vida útil [5], mediante la combinación de polímeros derivados de combustibles fósiles y polímeros biodegradables. Actualmente, el poli(ácido láctico) (PLA) es uno los polímeros biodegradables más estudiados debido a sus buenas propiedades mecánicas, biocompatibilidad y bajo costo (comparado con otros biopolímeros), por lo que se ha utilizado en aplicaciones médicas, de transporte y embalaje [6,7].
Aunque el PLA cuenta con atractivas propiedades, presenta ciertos inconvenientes que han limitado su uso en áreas específicas. Por ejemplo, su fragilidad (evidenciada por su baja elongación a la rotura y baja resistencia al impacto), alta higroscopicidad y baja estabilidad térmica, son algunas de las limitaciones que se ha buscado disminuir mediante la incorporación de fibras naturales [8] y la mezcla con otros polímeros [9–11]. En este sentido, el mezclado físico es una técnica simple para la obtención de nuevos materiales, los cuales combinan las propiedades de los polímeros que conforman la mezcla [11,12].
Debido a la diferencia entre la estructura química del PLA y la del PE, la mezcla binaria de estos polímeros exhibe una débil adhesión interfacial. En general, esto lleva a propiedades mecánicas bajas, y sin un tratamiento adecuado, este tipo de materiales no pueden ser comercializados. Sin embargo, es posible realizar la compatibilización de mezclas inmiscibles al incorporar un agente compatibilizante (AC), el cual pueda mejorar la dispersión de la fase menor y estabilizar la morfología [13]. Tales compatibilizantes son copolímero en bloques [14–16], copolímeros injertados [13,17,18], o la formación in situ del AC durante el procesamiento en extrusión reactiva [19].
De manera particular, se han estudiado diversas estrategias de compatibilización para el sistema PLA/PE. Kim et al. [13] prepararon mezclas de PLA y polietileno de baja densidad (PEBD) mediante mezclado en fundido para estudiar el efecto de la adición de glicidil metacrilato (GMA) y GMA injertado en PE (PE-GMA) como compatibilizantes reactivos en la morfología y en las propiedades de tensión de la mezcla. Concluyeron que el PE-GMA mostró ser más eficiente al disminuir el tamaño de los dominios de la fase dispersa e incrementar la elongación a la rotura de 6,6 % a 77,9 % para la composición PLA/PEBD 80/20. Singh et al. [17] realizaron extrusión soplado de polietileno lineal de baja densidad (PELBD) y PLA con y sin la adición de anhídrido maleico injertado a PEBD (Ma-g-PEBD). Los resultados mostraron que las propiedades mecánicas de tensión de las mezclas estudiadas dependen de la relación en peso de los componentes y el contenido de compatibilizante en donde se determinó que la composición PELBD/PLA/Ma-g-PEBD 80/20/4 fue la composición óptima. Setiawan y Aulia [18] analizaron la interacción química entre el PEBD y el PLA al agregar MA-g-PEBD mediante espectroscopia infrarroja (FTIR). La aparición y desaparición de nuevas señales en los espectros FTIR demostró que la adición de MA-g.PEBD promueve en cierto grado la compatibilización entre el PEBD y el PLA. En este trabajo, el objetivo es prepar mezclas de PLA y polietileno lineal de media densidad (PELMD) mediante simple mezcla en seco y posteriormente se procesarlas por moldeo rotacional. En particular, se evaluó el efecto de compatibilización de anhídrido maleico injertado en PE (MAPE) en las propiedades físico-mecánicas de las piezas rotomoldeadas.
PARTE EXPERIMENTAL
Materiales: Los materiales utilizados en este trabajo son los siguientes: PLA Ingeo 3251D de NatureWorks LLC (EUA) en forma de pellet con un índice de fluidez de 35,0 g/10 min a 190 °C y 2,16 kg y una densidad de 1,24 g/cm3. PELMD grado moldeo rotacional RO-93650 de Polímeros Nacionales (México) con un índice de fluidez de 5,0 g/10 min a 190 °C y 2,16 kg y una densidad de 0,936 g/cm3. AC MAPE polybond® 3009 de Addivant (EUA). Cera desmoldante CP-500 de Poliformas Plásticas (México).
Con la finalidad de acondicionar el PLA para su empleo en el proceso de MR, se realizó un proceso de molienda en un molino ultra-centrifugo Retsch ZM200 (Alemania) en el cual la muestra es triturada por efecto de impacto y cizallamiento entre el rotor y un tamiz anular estacionario. Además, para facilitar el trabajo de molienda y evitar el desgaste excesivo de los elementos de corte del molino, el PLA se colocó en un criocongelador Arctiko de la gama ULTF (Dinamarca) a -80 °C al menos 24 h antes del proceso de molienda.
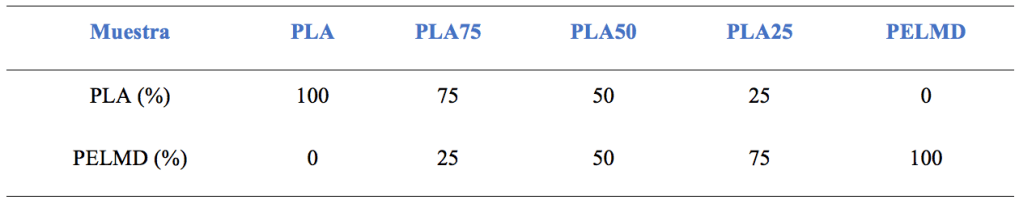
Preparación de las mezclas. Las diferentes composiciones estudiadas se prepararon mediante mezclado en seco utilizando una licuadora industrial con capacidad de 12 litros JR Torrey LP-12 (México) a 3750 rpm durante 5 min. Todas las muestras se colocaron en una estufa a 60 °C al menos 24 h antes del proceso de MR. El código de identificación y su composición se reporta en la Tabla 1. La cantidad de MAPE añadido a las mezclas fue de 0 % (0M) y 10 % (10M) respecto al porcentaje de la fase dispersa.
La fabricación de las piezas se llevó a cabo en una máquina de MR a escala de laboratorio con un molde de acero inoxidable con forma de prisma cúbico de 2 mm de espesor al cual se le aplicó una delgada capa de cera desmoldante con la finalidad de extraer la pieza del molde sin sufrir daño alguno. En seguida se colocó el material dentro del molde (350 g en todos los casos) para posteriormente cerrarlo y colocarlo sobre el soporte de la máquina. Una vez asegurado el molde, se inició la rotación biaxial y se introdujo al horno a una temperatura de 300 °C. El molde se mantuvo en rotación durante 30 min (etapa de calentamiento). La temperatura del aire en el interior del molde (TAI) fue monitoreada mediante un termopar durante todo el ciclo. Después de la etapa de calentamiento, el molde fue retirado del horno y enfriado mediante convección forzada hasta que la TAI alcanzó aproximadamente 60 °C. La velocidad de rotación durante todo el proceso fue de 3,5 rpm para el eje principal y de 2,62 rpm para el eje secundario, manteniendo una relación de giro de 1:4, según lo establecido por López-Bañuelos et al [20].
Espectroscopia infrarroja (FTIR): Para analizar las interacciones químicas entre los componentes de las mezclas se utilizó un equipo de espectroscopia infrarroja con transformada de Fourier (FTIR) Thermo Scientific Nicolet iS5 (EUA) con accesorio de ATR modelo iD5 con cristal de diamante. Cada espectro es el promedio de 32 barridos a una resolución de 4 cm-1 de 4000 a 500 cm-1.
Calorimetría diferencial de barrido (DSC): Para estudiar las propiedades térmicas de los materiales se utilizó un calorímetro diferencial de barrido TA Instruments Discovery (EUA). El peso de la muestra en cada uno de los ensayos fue de entre 5-10 mg. Todas las muestras obtenidas de las piezas rotomoldeadas fueron colocadas en cápsulas para sólidos de aluminio (TA Instruments T160606). Las muestras se calentaron a 10 °C/min de 25 °C a 200 °C. La temperatura de transición vítrea (Tg), temperatura de cristalización en frío (TCC), temperatura de fusión (Tm), la entalpía de cristalización en frío (ΔHCC) y la entalpía de fusión (ΔHm) se determinaron a partir de las curvas de DSC. La cristalinidad de las muestras (XC) se determinó empleando la ecuación 1 [21]:
donde ΔH0 (PLA) y ΔH0 (PELMD) son las entalpías de fusión por gramo del polímero 100 % cristalino (cristal perfecto) para el PLA (93,7 J/g [21]) y el PELMD (288 J/g [5]) respectivamente y es la fracción en peso del componente en cuestión en la mezcla.
Análisis termogravimétrico (TGA): La estabilidad térmica de las piezas rotomoldeadas se analizó mediante un analizador termogravimétrico TA Instruments Discovery (EUA). Muestras de entre 5-10 mg se calentaron de 50 °C a 600 °C a una velocidad de 10°C/min bajo una atmosfera de nitrógeno.
Morfología: Con el objetivo de observar el estado de dispersión/adhesión de la fase dispersa en las mezclas se utilizó un microscopio electrónico de barrido (SEM) TESCAN MIRA3 LMU (República Checa). Previo a la observación SEM, las muestras se sumergieron en nitrógeno líquido para realizar la fractura mecánica sin alterar la morfología de la pieza. La superficie a observar se recubrió con una delgada capa conductora de oro para evitar la carga de la superficie durante la observación.
Propiedades mecánicas: Para los ensayos de tensión se utilizaron probetas en forma de hueso de acuerdo a la norma ASTM D638 (Tipo IV). Los ensayos se realizaron en una máquina para pruebas universales Instron 3345 (EUA) empleando una celda de carga de 5 kN a una velocidad de deformación de 5 mm/min. Los valores reportados para el módulo y la resistencia son el promedio de al menos cinco muestras. Los ensayos de flexión se llevaron a cabo con una celda de carga de 1 kN a una velocidad de deformación de 2 mm/min utilizando una distancia entre los puntos de soporte de 16 veces el espesor promedio de las probetas de acuerdo a la norma ASTM D790. Al menos cinco probetas fueron empleadas para reportar el promedio y la desviación estándar del módulo y la resistencia. La resistencia al impacto (Charpy) se determinó en un impactador tipo Charpy Instron CEAST 9050 (EUA) siguiendo la norma ASTM D6110. La muesca, que produce una concentración de esfuerzos que promueve la ruptura, se realizó con una cortadora manual Instron CEAST 6897 (EUA) al menos 24 h antes del ensayo. Cada valor representa el promedio de al menos 8 muestras.
RESULTADOS Y DISCUSIÓN
Espectroscopia infrarroja (FTIR): La Figura 1 muestra los espectros FTIR de los materiales puros utilizados y la mezcla PLA50 con y sin la adición de MAPE (PLA50_0M y PLA50_10M, respectivamente). El espectro del PLA presenta una señal amplia en 1081 cm-1 asociada al estiramiento simétrico y asimétrico del enlace C-O-C y un pico de absorción en 1749 cm-1 característico del estiramiento del grupo carbonilo (C=O) [5,22]. Los espectros de la muestra PLA50 y el MAPE presentan en común dos señales intensas en 2916 cm-1 y 2848 cm-1 asociados a los grupos alcano presentes en la cadena de PE. Por otra parte, se ha reportado los posibles mecanismos de reacción entre los grupos carboxilo presentes en el PLA y el grupo anhídrido en el MAPE [18,23] en donde tras la reacción de sustitución, se forman grupos O-H los cuales pueden ser responsables de la aparición de una banda amplia en la muestra PLA50_10M alrededor de 3340 cm-1 la cual no se observa en la muestra PLA50_0M. Estos resultados indican la posible interacción química entre el PLA y el PELMD promovida por la adición del MAPE.

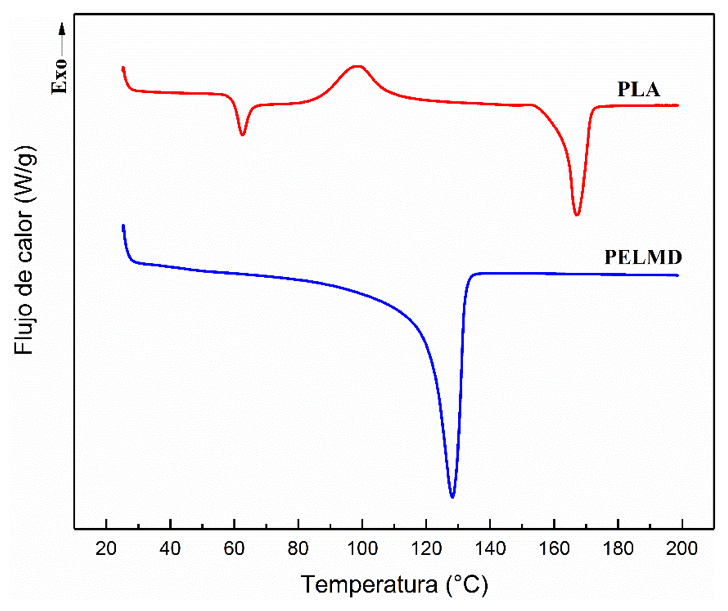
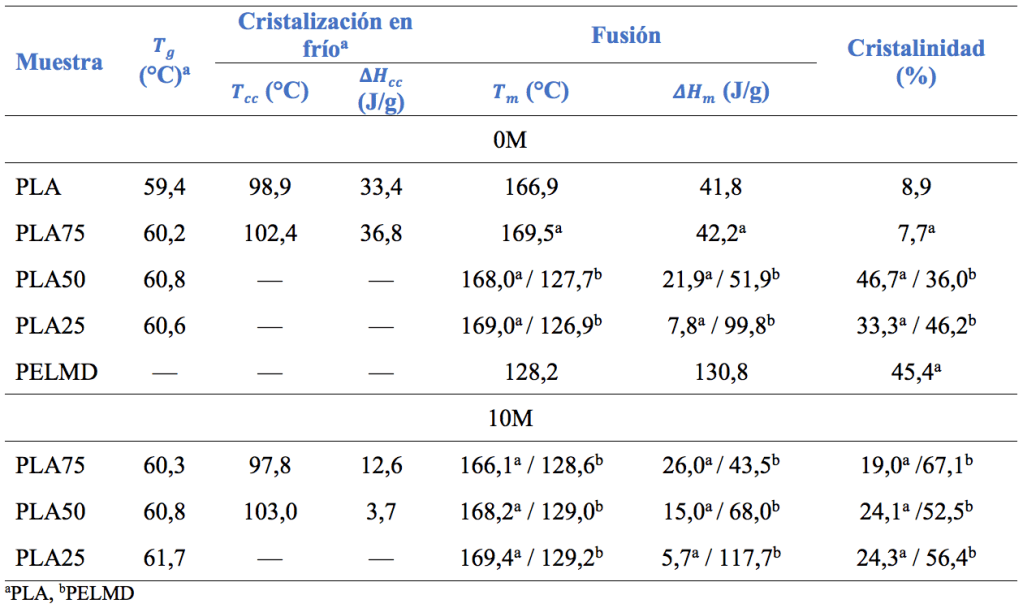
Calorimetría diferencial de barrido (DSC): En la Figura 2 se muestran los termogramas de los polímeros puros rotomoldeados. Los valores observados de transición vítrea, temperaturas de transición, los valores de entalpía correspondientes y el porcentaje de cristalinidad para cada una de las mezclas analizadas se resumen en la Tabla 2. El valor de Tg se encontró alrededor de los 61 °C independientemente de la composición de la muestra. Por otra parte, los termogramas mostraron dos endotermas alrededor de los 128 °C y 167 °C correspondientes a la Tm del PELMD y el PLA respectivamente. Tras la adición de MAPE a las mezclas, los valores de Tm no presentaron cambios significativos. Kim et al. [13] concluyeron que las temperaturas de transición en mezclas de PLA/PEBD no se modificaron tras la adición de PE-GMA debido a que las interacciones químicas entre los componentes tiene lugar en la interfase entre el PLA y el AC. En este sentido, se puede esperar que el MAPE actué de forma similar al PE-GMA.
La cristalinidad del PLA, reportada en la Tabla 2, incrementó del 8,9 % para el PLA puro hasta el 46,7 % para la mezcla PLA50_0M. Balakrishnan et al. [24] atribuyeron este incremento en la cristalinidad del PLA a las partículas del PE, las cuales facilitan la movilidad del PLA promoviendo el reordenamiento de las cadenas de PLA durante la cristalización. Finalmente, se observó una disminución en la cristalinidad de las muestras compatibilizadas en comparación con las muestras sin compatibilizar. Su et al. [22] observaron una disminución en la cristalinidad de mezclas de PLA/PELBD a las cuales se agregó un copolímero de GMA injertado en poli(etileno-octano) (mPOE) como compatibilizante. Argumentaron que la reacción entre los grupos terminales carboxilo e hidroxilo del PLA con los grupos epóxidos del mPOE obstaculizan la cristalización del PLA, resultando en cristales imperfectos y más pequeños.
Estabilidad térmica de los materiales: las curvas de los análisis de TGA se presentan en la Figura 3. En este caso, las curvas TGA para las mezclas con MAPE presentaron un comportamiento similar a las mezclas en donde no fue agregado, por simplicidad no se presentan.
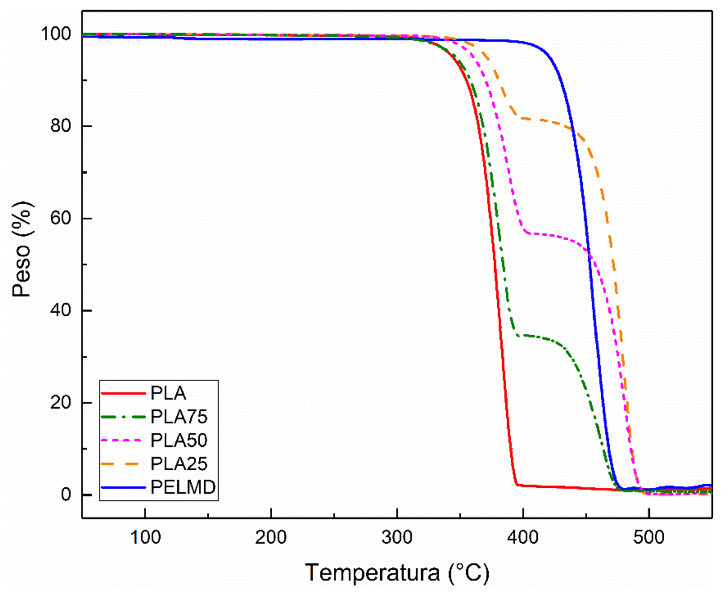
Los materiales puros exhiben un proceso de degradación térmica de un solo paso. Es posible observar que el PELMD posee una mayor estabilidad térmica comparado con el PLA. El PELMD exhibe una temperatura inicial de degradación alrededor de los 423 °C con una velocidad máxima a los 460 °C mientras que la temperatura inicial de degradación del PLA es de 344 °C y muestra una máxima degradación a los 381 °C.
Por otra parte, las curvas TGA para las mezclas exhiben un proceso de degradación en dos etapas. La adición del PELMD aumenta la estabilidad térmica de las mezclas. De acuerdo con lo reportado por Balakrishnan et al. [24], los aglomerados de las partículas de PELMD reducen el área superficial disponible para efectos cinéticos, aumentando la estabilidad térmica de las mezclas.
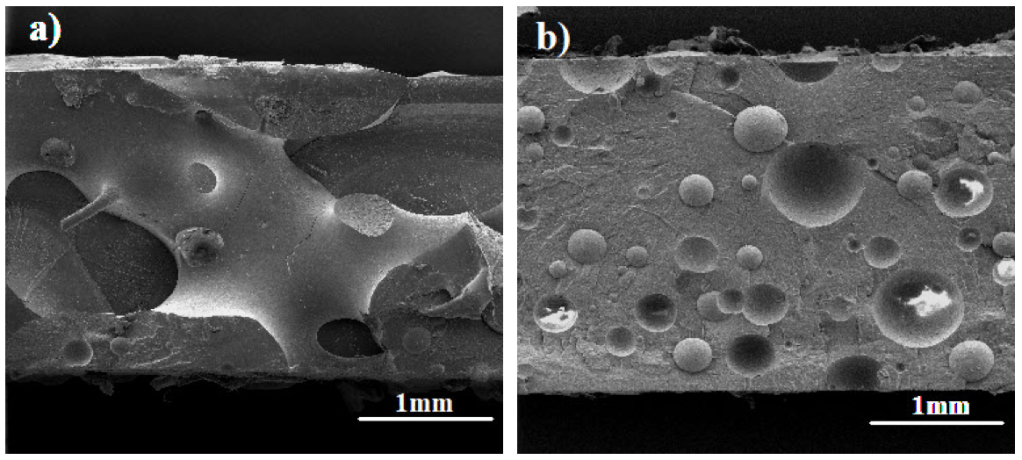
Morfología: Es bien sabido que las propiedades finales de la mezcla no solo dependen de las características de los componentes, sino también de la morfología y el estado de adhesión entre las fases [22]. En la Figura 4 se muestran las micrografías SEM de los materiales rotomoldeados de la composición PLA50. En la mezcla sin MAPE (Figura 4a) se observa la marcada separación entre los dominios de las fases que componen la mezcla. Tras la adición de MAPE se produce una morfología más fina (Figura 4b) y el tamaño de partícula de la fase dispersa se reduce a tamaños menores de un milímetro. Sin embargo, es posible observar que, tras la fractura de la pieza, quedan huecos de donde fueron desprendidas partículas de la fase dispersa, exhibiendo la débil adhesión interfacial que existe entre las fases aun cuando se encuentra presente el AC.
Propiedades mecánicas
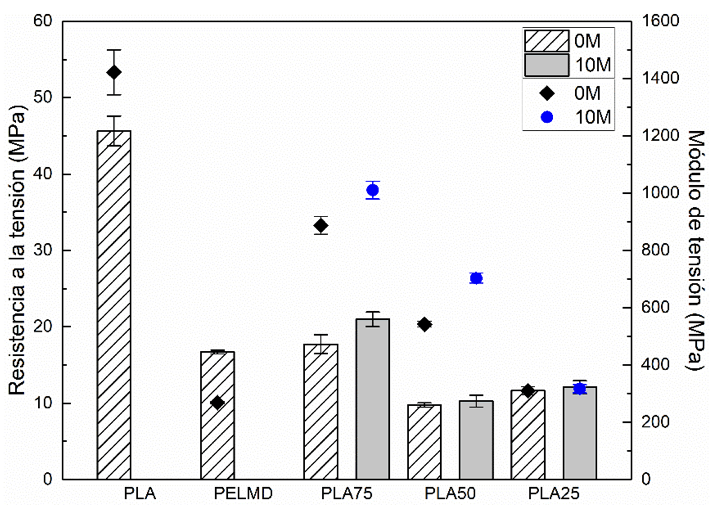
Propiedades de tensión: la Figura 5 muestra la resistencia y el módulo de tensión de los materiales rotomoldeados con y sin MAPE. En general, los valores de la resistencia y el módulo disminuyeron al incrementar el contenido de PELMD en la mezcla. Este resultado es típico de mezclas en las cuales los componentes son incompatibles [11,23]. Ploypetchara et al. [11] observaron una disminución en las propiedades de tensión (resistencia y módulo) de mezclas de polipropileno (PP) y PLA en comparación con las propiedades de los componentes puros. Atribuyeron esta disminución a la débil adhesión interfacial existente entre el PP no polar y el PLA polar, la cual no permite una transferencia eficiente del esfuerzo aplicado entre los componentes.
Es posible observar que la adición del MAPE tiene un efecto más significativo en el módulo de tensión para las composiciones PLA75 y PLA50. Por ejemplo, para la composición PLA75, se tuvo un incremento del 13,9 % (de 887,2 a 1010,5 MPa) mientras que para PLA50, el incremento fue de 29,7 % (de 542,3 a 703,4 MPa). Estos incrementos se pueden atribuir a que el MAPE promueve cierta adhesión interfacial, resultado de interacciones químicas entre los componentes (como se mostró en los resultados de FTIR), que mejora la transferencia de esfuerzos en la mezcla. Resultados similares fueron obtenidos por Yoo et al.[25] quienes utilizaron como AC anhídrido maleico injertado en PP (PP-g-MAH) en mezclas PP/PLA. Reportaron un incremento máximo en las propiedades de tensión a una concentración del 3 % de PP-g-MAH.
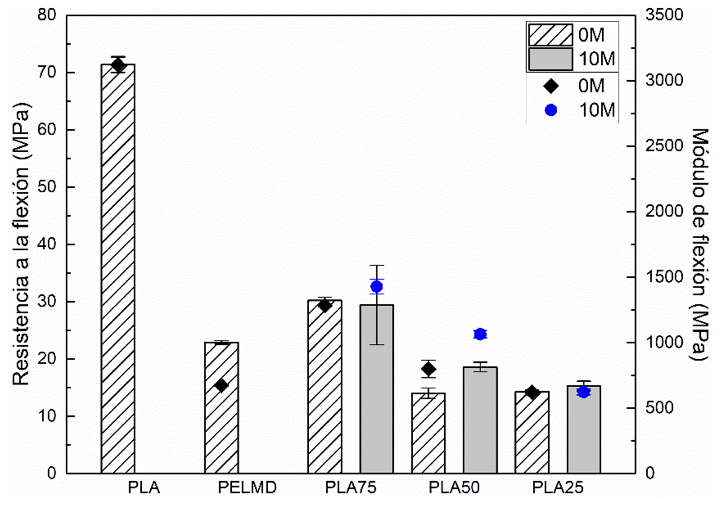
Propiedades de flexión: las propiedades de flexión (resistencia y módulo) para los materiales rotomoldeados con y sin MAPE se muestran el Figura 6. Los valores para las mezclas mostraron una tendencia similar a la observada en los ensayos de tensión en donde la resistencia y el módulo presentaron una disminución al incrementar el contenido de PELMD en la muestra. Tras la adición del MAPE no se apreciaron cambios significativos en la resistencia a la flexión. Por otra parte, se observaron ligeros cambios en el módulo de flexión sobre todo para las composiciones PLA75 y PLA50. En este caso, los incrementos fueron de 11,3 % (de 1283,5 a 1428,7 MPa) para PLA75 y de 33,2 % (de 799,8 a 1065,3 MPa) para PLA50. De nueva cuenta, estos incrementos se pueden asociar a una mejor adhesión entre los componentes de la mezcla promovida por la adición de MAPE. Chiu y Hsiao [23] reportaron un incremento en las propiedades mecánicas de mezclas de poli(tereftalato de etilo) (PET) y PP al agregar anhídrido maleico injertado en poli(etileno-octano) (POE-g-MA) como AC. De forma similar al PLA, el PET contiene grupos carbonilo que pueden interactuar con el grupo anhídrido del POE-g-MA mientras que los segmentos olefínicos lo hacen mediante enredamiento molecular con el PP.
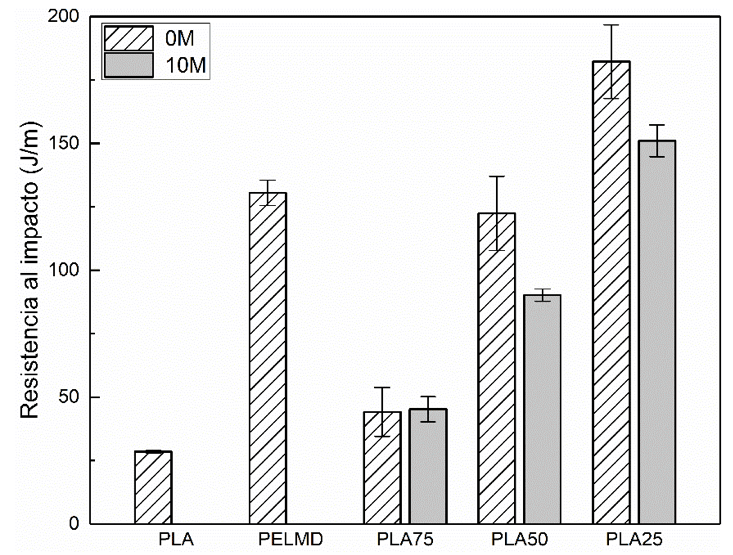
Propiedades de impacto: los resultados de los ensayos de impacto se muestran en la Figura 7. Es posible notar un efecto interesante de sinergia para las mezclas sin MAPE en donde la muestra PLA25 presenta la mayor resistencia al impacto (182,2 J/m) de todas las composiciones estudiadas. Esto puede ser probable al tamaño y distribución de las partículas de la fase dispersa presentes en la muestra las cuales dificultan la propagación de la fractura a través de la pieza, aumentando la energía necesaria para fracturar la probeta. Balakrishnan et al. [24] correlacionaron la resistencia al impacto Izod con el tamaño de partícula de PELBD disperso en una matriz de PLA. Encontraron que la resistencia disminuye cuando se alcanza un tamaño de partícula crítico (15 % en peso de PELBD). A diferencia de las propiedades de tensión y flexión, la resistencia al impacto para las muestras con MAPE presentaron una disminución en comparación con las mezclas sin compatibilizar. En este caso, tras la adición del MAPE, la disminución de las partículas de la fase dispersa facilita la propagación de la fractura en la muestra, por lo que la energía necesaria para romper la probeta (resistencia) disminuye. Yoo et al. [25] reportaron que la resistencia al impacto Izod de mezclas de PP/PLA compatibilizadas con PP-g-MAH no tuvo cambios significativos con la adición del AC teniendo incluso una disminución al incrementar el contenido hasta 10 partes por ciento de resina.
CONCLUSIONES
En este trabajo se estudió el efecto de compatibilización de MAPE en mezclas inmiscibles de PLA/PELMD procesadas en moldeo rotacional. Las muestras producidas se analizaron en términos de sus propiedades físico-mecánicas. Los resultados de FTIR corroboraron la aparición de grupos funcionales tras la reacción de sustitución entre los grupos terminales carboxilo del PLA y el grupo anhídrido presente en el MAPE promoviendo una mejor adhesión entre el PLA y el PELMD. La cristalinidad del PLA tuvo un incremento en las mezclas sin compatibilizar al incrementar el contenido de PELMD presente en la muestra, pero a su vez, la adición del MAPE generó un efecto contrario debido a que la interacción entre los grupos funcionales obstaculiza la generación y crecimiento de cristales en el PLA.
Las propiedades mecánicas de tensión y flexión de las mezclas sin compatibilizar resultaron ser menores en comparación con las propiedades de los polímeros puros, evidenciando la incompatibilidad entre el PLA y el PELMD. La adición de MAPE tuvo mejores resultados para las composiciones PLA75 y PLA50, en donde se obtuvieron incrementos en el módulo de tensión de 13,9 y 29,7%, y en el módulo de flexión de 11,3 y 33,2%, respectivamente.
Finalmente, de manera general, se observó un efecto sinérgico en la resistencia al impacto de las mezclas (con y sin MAPE) teniendo un incremento de hasta el 40% para la muestra PLA25 sin MAPE en comparación al PELMD.
Agradecimientos. Uno de los autores (E. Ruiz-Silva) agradece el apoyo económico brindado por el Consejo Nacional de Ciencia y Tecnología (Conacyt) .
BIBLIOGRAFÍA
[1] Crawford, R. J., Crawford, R. J., & Throne, J. L. (2001). Rotational molding technology. William Andrew.
[2] Ogila, K. O., Shao, M., Yang, W., & Tan, J. (2017). Rotational molding: A review of the models and materials. Express Polymer Letters, 11(10).
[3] Liu, S. J., & Peng, K. M. (2010). Rotational molding of polycarbonate reinforced polyethylene composites: processing parameters and properties. Polymer Engineering & Science, 50(7), 1457-1465.
[4] Moscoso-Sánchez, F. J., Mendizábal, E., Jasso-Gastinel, C. F., Ortega-Gudiño, P., Robledo-Ortíz, J. R., González-Núñez, R., & Rodrigue, D. (2015). Morphological and mechanical characterization of foamed polyethylene via biaxial rotational molding. Journal of Cellular Plastics, 51(5-6), 489-503.
[5] Madhu, G., Bhunia, H., Bajpai, P. K., & Nando, G. B. (2016). Physico-mechanical properties and biodegradation of oxo-degradable HDPE/PLA blends. Polymer Science Series A, 58(1), 57-75.
[6] Zhao, H., & Zhao, G. (2016). Mechanical and thermal properties of conventional and microcellular injection molded poly (lactic acid)/poly (ε-caprolactone) blends. Journal of the mechanical behavior of biomedical materials, 53, 59-67.
[7] Wang, M., Wu, Y., Li, Y. D., & Zeng, J. B. (2017). Progress in toughening poly (lactic acid) with renewable polymers. Polymer Reviews, 57(4), 557-593.
[8] Pérez‐Fonseca, A. A., Robledo‐Ortíz, J. R., González‐Núñez, R., & Rodrigue, D. (2016). Effect of thermal annealing on the mechanical and thermal properties of polylactic acid–cellulosic fiber biocomposites. Journal of Applied Polymer Science, 133(31).
[9] Hamad, K., Kaseem, M., & Deri, F. (2012). Poly (lactic acid)/low density polyethylene polymer blends: preparation and characterization. Asia‐Pacific Journal of Chemical Engineering, 7, S310-S316.
[10] Feng, Y., Zhao, G., Yin, J., & Jiang, W. (2014). Reactive compatibilization of high‐impact poly (lactic acid)/ethylene copolymer blends catalyzed by N, N‐dimethylstearylamine. Polymer International, 63(7), 1263-1269.
[11] Ploypetchara, N., Suppakul, P., Atong, D., & Pechyen, C. (2014). Blend of polypropylene/poly (lactic acid) for medical packaging application: physicochemical, thermal, mechanical, and barrier properties. Energy Procedia, 56, 201-210.
[12] Zeng, J. B., Li, K. A., & Du, A. K. (2015). Compatibilization strategies in poly (lactic acid)-based blends. Rsc Advances, 5(41), 32546-32565.
[13] Kim, Y. F., Choi, C. N., Kim, Y. D., Lee, K. Y., & Lee, M. S. (2004). Compatibilization of immiscible poly (l-lactide) and low density polyethylene blends. Fibers and Polymers, 5(4), 270-274.
[14] Wang, Y., & Hillmyer, M. A. (2001). Polyethylene‐poly (L‐lactide) diblock copolymers: Synthesis and compatibilization of poly (L‐lactide)/polyethylene blends. Journal of Polymer Science Part A: Polymer Chemistry, 39(16), 2755-2766.
[15] Anderson, K. S., Lim, S. H., & Hillmyer, M. A. (2003). Toughening of polylactide by melt blending with linear low‐density polyethylene. Journal of Applied Polymer Science, 89(14), 3757-3768.
[16] Anderson, K. S., & Hillmyer, M. A. (2004). The influence of block copolymer microstructure on the toughness of compatibilized polylactide/polyethylene blends. Polymer, 45(26), 8809-8823.
[17] Singh, G., Bhunia, H., Rajor, A., Jana, R. N., & Choudhary, V. (2010). Mechanical properties and morphology of polylactide, linear low‐density polyethylene, and their blends. Journal of applied polymer science, 118(1), 496-502.Chicago
[18] Setiawan, A. H., & Aulia, F. (2017, May). Blending of Low-Density Polyethylene and Poly-Lactic Acid with Maleic Anhydride as A Compatibilizer for Better Environmentally Food-Packaging Material. In IOP Conference Series: Materials Science and Engineering (Vol. 202, No. 1, p. 012087). IOP Publishing.
[19] Thurber, C. M., Xu, Y., Myers, J. C., Lodge, T. P., & Macosko, C. W. (2014). Accelerating reactive compatibilization of PE/PLA blends by an interfacially localized catalyst. ACS Macro Letters, 4(1), 30-33.
[20] López‐Bañuelos, R. H., Moscoso, F. J., Ortega‐Gudiño, P., Mendizabal, E., Rodrigue, D., & González‐Núñez, R. (2012). Rotational molding of polyethylene composites based on agave fibers. Polymer Engineering & Science, 52(12), 2489-2497.Chicago
[21] Zhao, H., Cui, Z., Sun, X., Turng, L. S., & Peng, X. (2013). Morphology and properties of injection molded solid and microcellular polylactic acid/polyhydroxybutyrate-valerate (PLA/PHBV) blends. Industrial & Engineering Chemistry Research, 52(7), 2569-2581.Chicago
[22] Su, Z., Li, Q., Liu, Y., Xu, H., Guo, W., & Wu, C. (2009). Phase structure of compatibilized poly (lactic acid)/linear low-density polyethylene blends. Journal of Macromolecular Science, Part B, 48(4), 823-833.Chicago
[23] Chiu, H. T., & Hsiao, Y. K. (2006). Compatibilization of poly (ethylene terephthalate)/polypropylene blends with maleic anhydride grafted polyethylene-octene elastomer. Journal of Polymer Research, 13(2), 153-160.
[24] Balakrishnan, H., Hassan, A., & Wahit, M. U. (2010). Mechanical, thermal, and morphological properties of polylactic acid/linear low density polyethylene blends. Journal of Elastomers & Plastics, 42(3), 223-239.Chicago
[25] Yoo, T. W., Yoon, H. G., Choi, S. J., Kim, M. S., Kim, Y. H., & Kim, W. N. (2010). Effects of compatibilizers on the mechanical properties and interfacial tension of polypropylene and poly (lactic acid) blends. Macromolecular Research, 18(6), 583-588.
